NY 185-800mm² Tegangan clamp pikeun kawat terdampar alloy aluminium tahan panas













Clamps tegangan utamana dipaké pikeun ngalereskeun konduktor jeung konduktor kilat dina garis kakuatan overhead atawa gardu, tur sambungkeun kana insulators tegangan ngaliwatan hardware nyambungkeun, atawa nyambungkeun arresters kilat ka munara.Numutkeun struktur béda jeung métode instalasi, dibagi kana opat kategori: tipe baud, tipe komprési jeung tipe ngaganjel, sarta tipe pre-twisted.
Ny clamp tegangan (tipe hidrolik, las jangkar baja) utamana dipaké pikeun ngalereskeun kawat nanggung tegangan kawat, sarta ngagantung kawat ka hardware dina tegangan string atawa munara.
Panjelasan Produk
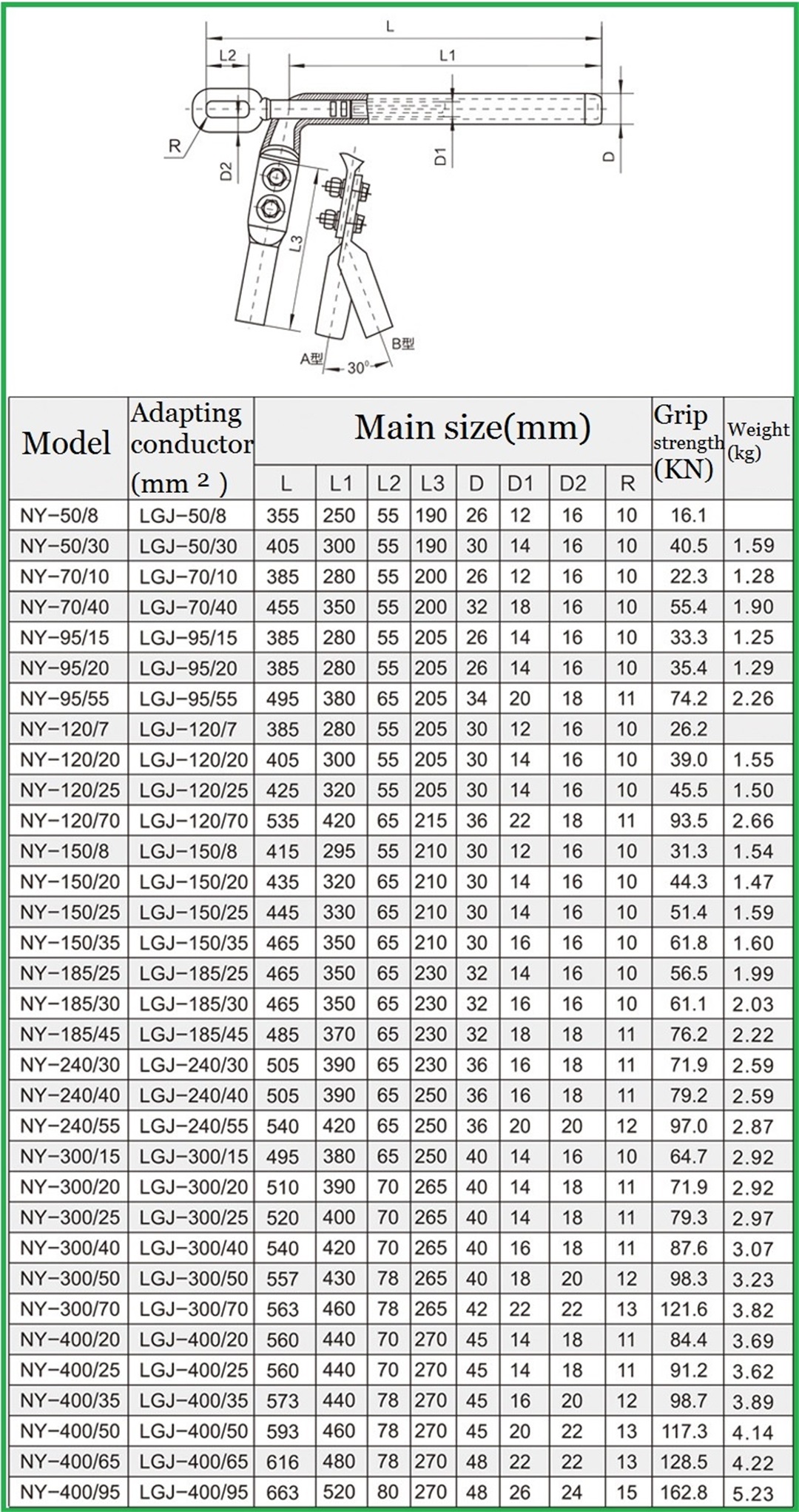
Parameter téknis

Fitur produk sareng masalah Instalasi
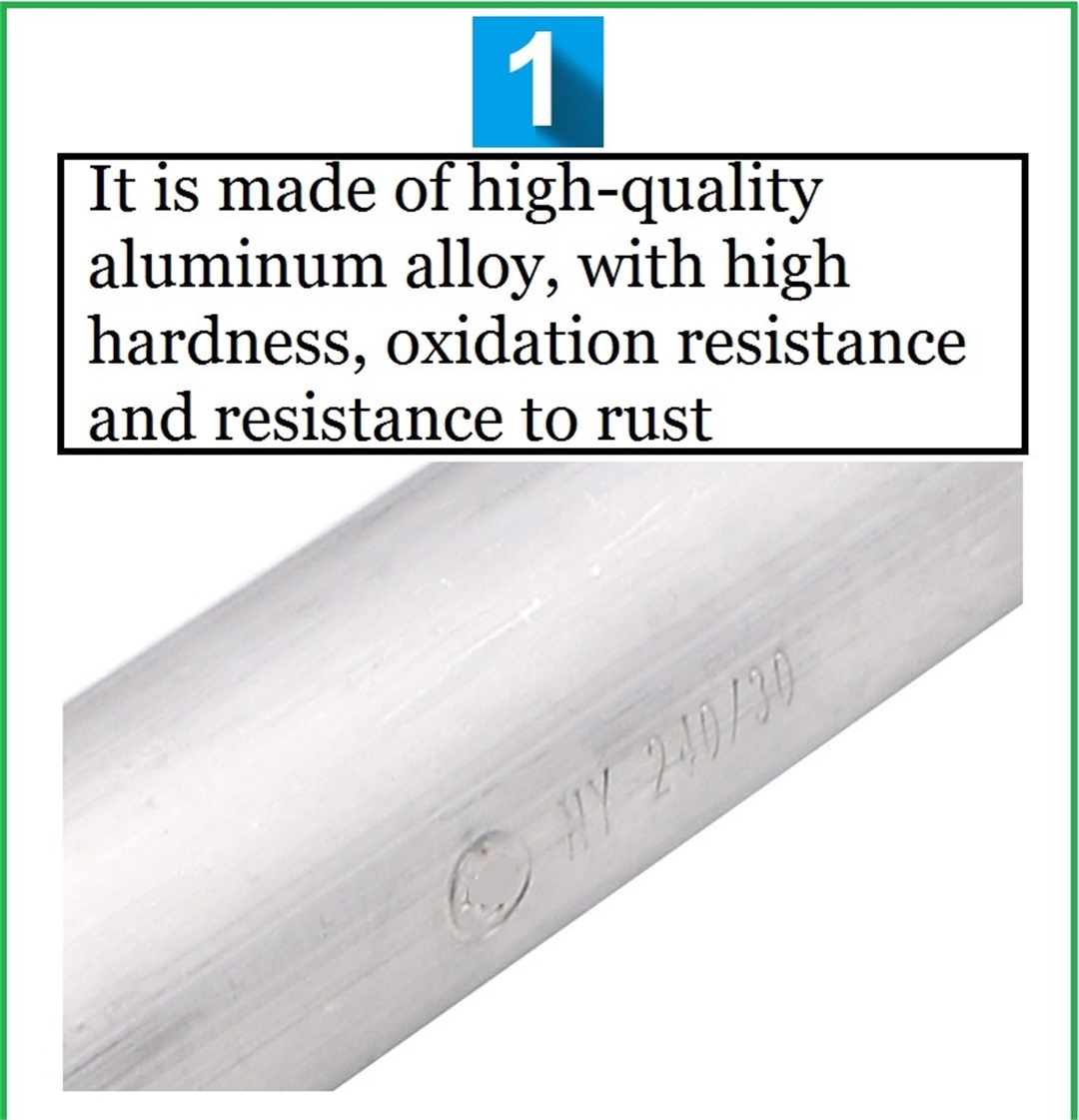
Fitur:
a.Awak klip dijieunna tina-kakuatan tinggi bahan baja aluminium.
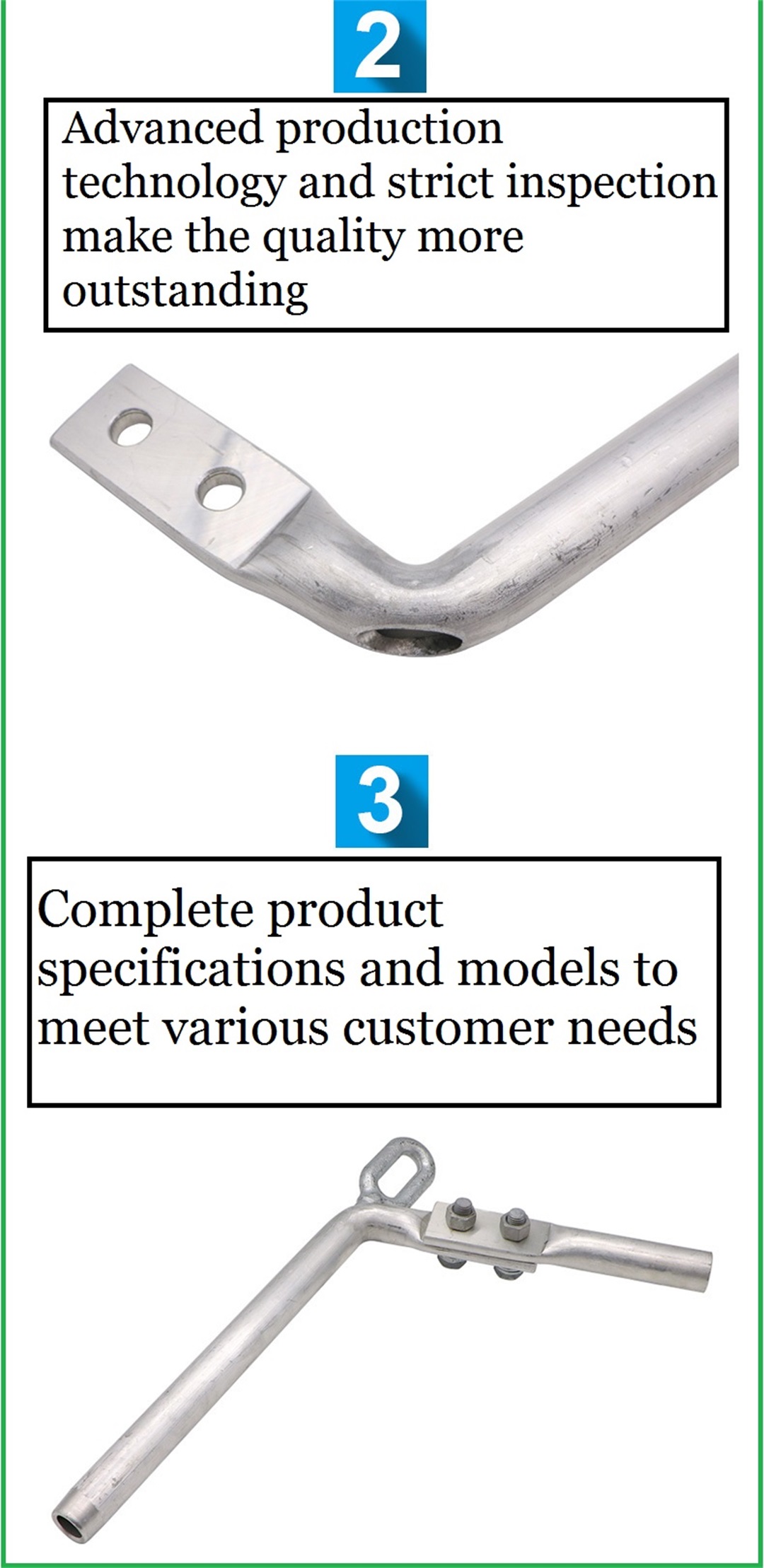
b.Penampilanna mulus sareng umur jasa panjang.
c.Gampang dipasang sareng dianggo.
d.Henteu aya leungitna hysteresis, sareng éta produk anu disertifikasi rendah karbon, hemat energi.
Masalah instalasi:
1. Ngabersihan hiji tungtung kawat crimped salila kira 1m jeung nerapkeun grease conductive.
2. Pasang tube aluminium cleaned (diaméterna luar D) kana tungtung kawat sarta narik eta 1m jauh ti tungtung kawat.3. Anggo vernier caliper atanapi pita ukur pikeun ngukur ukuran l 2 tina tabung tungtung hareup jangkar baja, ukur panjang inti baja anu dicabut tina tungtung O kawat ON = l 2 + Δl mm (Δl nyaéta 15mm), nyieun tanda, sarta dasi eta dina jarak 20mm ti tanda. kawat mengikat.Teras nganggo cutter (atanapi stripper kawat aluminium) pikeun motong untaian aluminium luar jeung tengah dina tanda N. Lamun motong untaian aluminium jero, ngan potong 3/4 tina diaméter unggal untaian, terus megatkeun untaian aluminium hiji. ku hiji.Nalika stripping kawat aluminium, éta mastikeun dilarang pikeun eumeur inti baja.)
5. Crimp jangkar baja
A. Pilih pipa baja paeh "Cd #" anu konsisten kalayan diaméter luar d tina jangkar baja.Parentah pamasangan pikeun clamp tegangan NY di gardu induk kedah pariksa yén sudut diagonal tina paeh héksagonal nyaéta dmm;
B. Pencét baja Saatos inti ieu cleaned, muterkeun jeung selapkeun kana handap jangkar baja sapanjang arah stranding tina inti baja, sarta
tungtung jangkar baja ngungkabkeun inti baja kalayan panjang kira-kira 15mm;Dina waktu ieu, kawat dina dua sisi kedah
diteundeun horizontal kalawan jangkar baja, sarta konsisten jeung sumbu tina pencét hidrolik, ku kituna pikeun ngurangan bending mungkin tina pipa sanggeus dikomprés.
D. Crimp pipa tungtung hareup tina jangkar baja.Arah crimping nyaéta ti alur pipa ka sungut pipa.Nalika nerapkeun tekanan, dua molds padeukeut
kudu tumpang tindih sahenteuna 5-10mm.Saatos komprési kana sagi genep biasa, jarak S antara sisi sabalikna tina sagi genep biasa kudu diverifikasi.Nilai allowable of S nyaéta: S = (0,866 * 0,993d) + 0,2.Saatos molding, ngagunakeun caliper baku pikeun pariksa ukuran tina jarak sisi sabalikna sanggeus mencét.(Catetan: Tekanan sabenerna tina pompa hidrolik teu kudu leuwih handap 80Mp, sarta lamun tekanan ngahontal nilai dieusian, éta kudu dijaga pikeun 3-5s).Neruskeun operasi hidrolik ngan sanggeus standar geus patepung.

Rincian produk
Produk shot nyata

Hiji sudut bengkel produksi


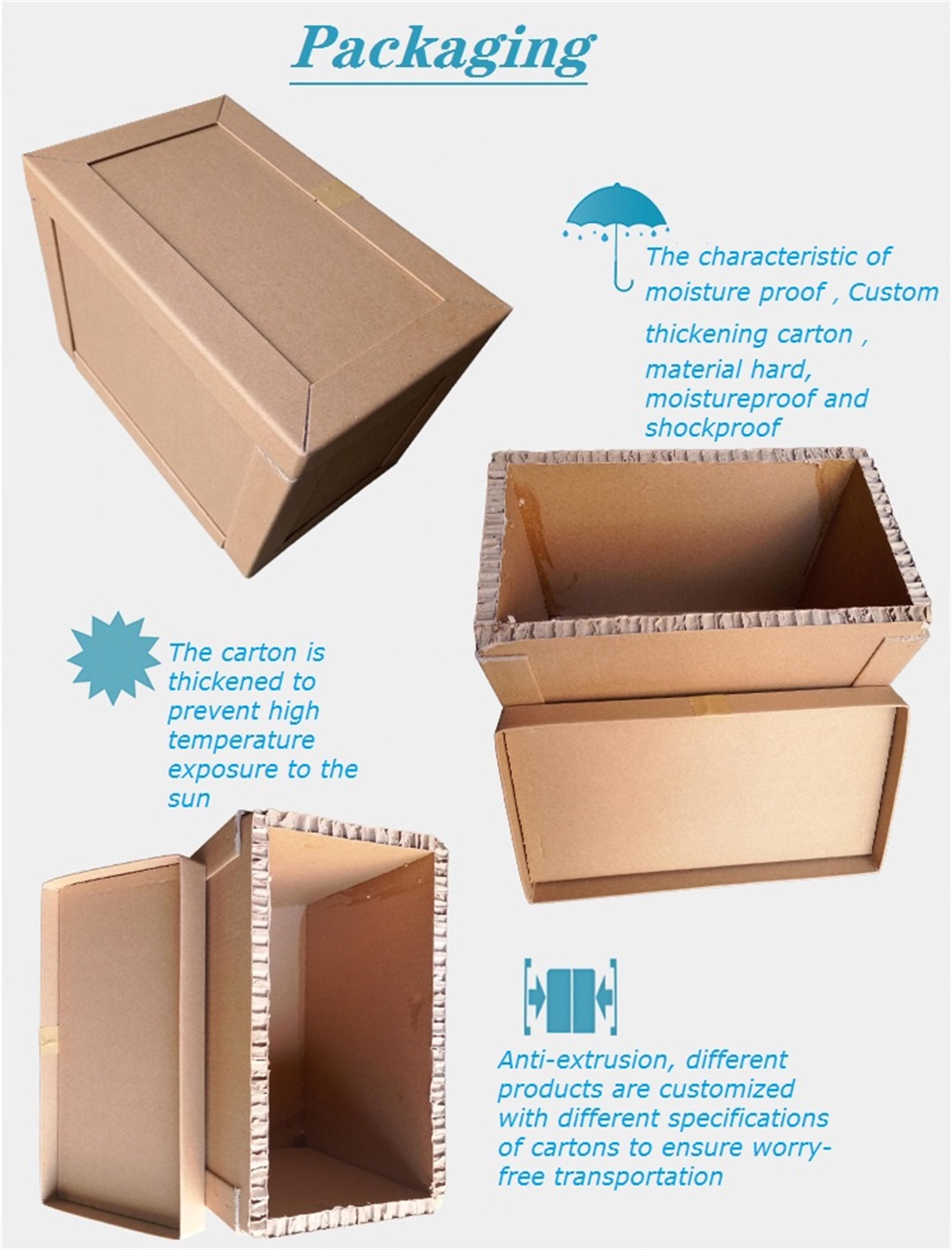
bungkusan produk
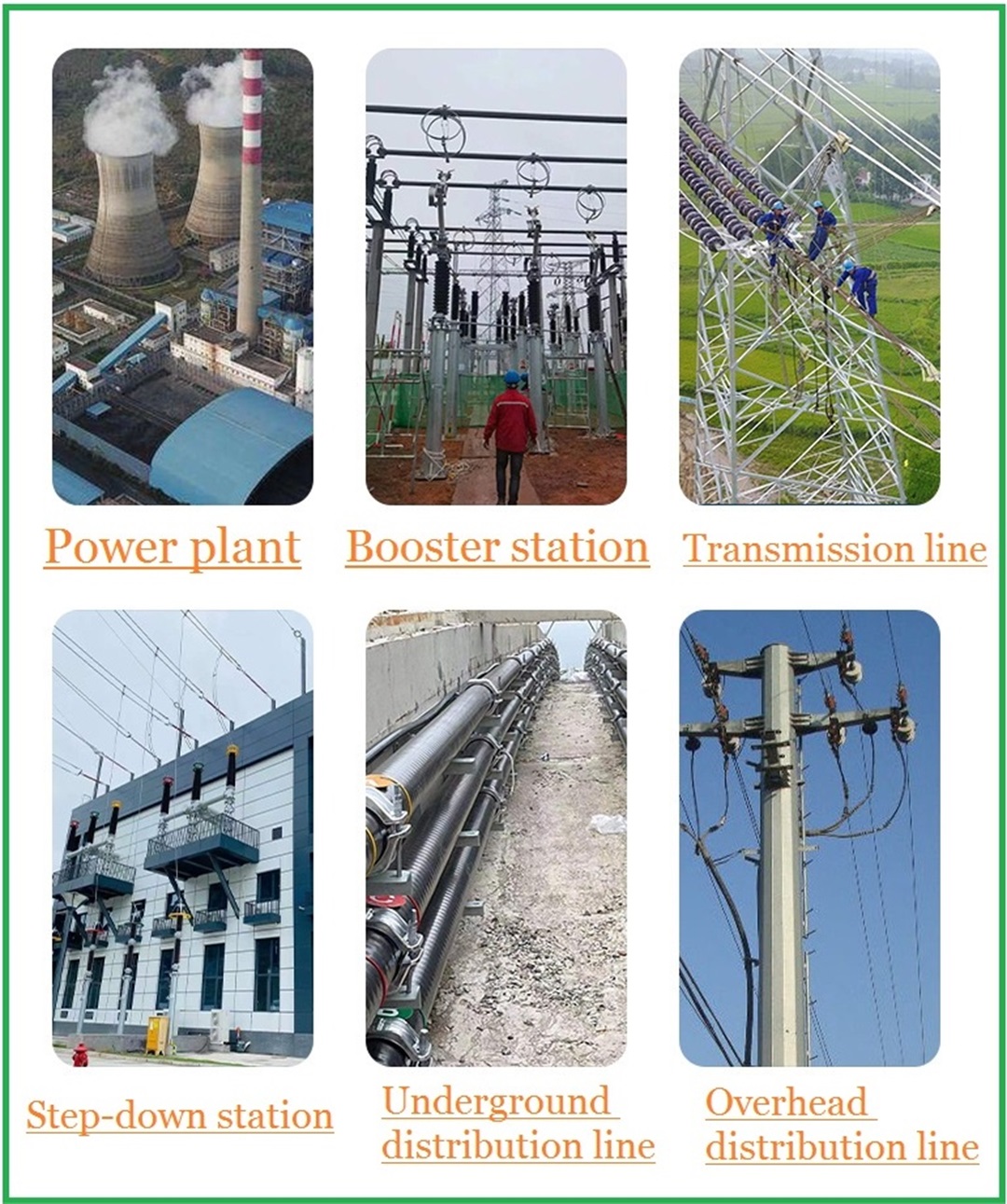
Kasus aplikasi produk

Kategori produk
-

MNP 40-125mm Rojongan jero rohangan pikeun bar (cakrawala ...
-

JGPD (H) 45-130mm kualitas High Tilu Core High ...
-

XGU 5-26mm Jumper gantung clamp Listrik p ...
-

BYD 35-240mm² 1-10KV Overhead Insulated Power...
-

runtuyan DTL 8.4-21mm 16-800mm² weldin ngabeledug ...
-

SCK 35-300mm² 7.5-22.4mm Alat-alat Listrik O...





