JH 16-240mm² 4.8-22.5mm H-වර්ගය සමාන්තර කට්ට කම්බි අත්තක ආකාරයේ කේබල් රැලි කම්බි කලම්ප















නිෂ්පාදනය විස්තරය
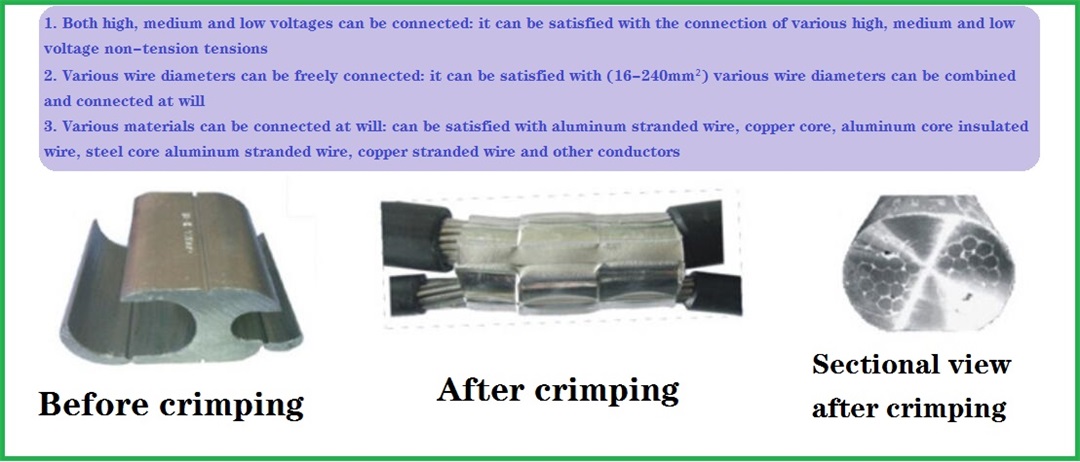
වයර් ක්ලිප් යනු පොදු බල සවිකිරීම් වර්ගයකි, ඒවා වර්ග දෙකකට බෙදා ඇත: "වෙන් කළ හැකි" සහ "තදවීම (සම්පීඩනය)".වෙන් කළ හැකි වර්ග අතර සමාන්තර කට්ට ක්ලිප්, කුඤ්ඤ ක්ලිප්, ආදිය ඇතුළත් වේ. වර්තමානයේ විවිධ බෝල්ට් සහ කට්ට සහිත කම්බි කලම්ප තවමත් බහුලව භාවිතා වන අතර, කූඤ්ඤ හැඩැති කම්බි කලම්ප ද වේගයෙන් ව්යාප්ත වේ.වෙන් කළ හැකි ආකාරයේ ලක්ෂණය වන්නේ එය විසුරුවා හැර නැවත භාවිතා කළ හැකි බවයි.මෙම වර්ගයේ කලම්ප බොහෝමයක් ප්ලයිවුඩ් වලින් සාදා ඇති අතර, බෝල්ට් තද කිරීමේ පීඩනය මගින් සම්බන්ධතාවය සම්පූර්ණ වේ.සම්බන්ධ වන විට, ක්ලිප් සහ වයර් අතර ස්පර්ශක පෘෂ්ඨය කුඩා වන අතර, එක් එක් බෝල්ට් වල තද කිරීමේ බලය සාමාන්යය කළ නොහැකිය.එමනිසා, සාමාන්යයෙන්, බෝල්ට් ක්ලිප් එකේ ප්රතිරෝධය සම්පීඩන ක්ලිප් එකට වඩා වැඩි ය.උදාහරණයක් ලෙස: 240mm² හරස්කඩ වයර්, වයර් ප්රතිරෝධය මයික්රෝ ඕම් 64.50, බෝල්ට් ක්ලිප් එකේ ප්රතිරෝධය මයික්රෝ ඕම් 50.40, සහ සම්පීඩන ආකාරයේ ක්ලිප් එක මයික්රෝ ඕම් 24.20 ක් පමණි.පරීක්ෂණ මගින් පෙන්නුම් කර ඇත්තේ බෝල්ට් පීඩනය කුඩා වන තරමට ප්රතිරෝධය වැඩි වන බවයි.එබැවින්, සමාන්තර කට්ට කලම්ප වල බෝල්ට් දෙකේ කලම්ප, තුන්-බෝල්ට් කලම්ප සහ අවම වශයෙන් බෝල්ට් දෙකක් සහ කට්ට කලම්ප ශ්රේණිගතව භාවිතා වේ.මෙයට හේතුව බෝල්ට් පීඩනය වැඩි වීම, ස්පර්ශක පෘෂ්ඨය වැඩි වීම සහ ස්පර්ශක ප්රතිරෝධය අඩු වීමයි..අනෙක C-type, H-type, ආදිය ඇතුළත් සම්පීඩන ආකාරයේ කලම්පය වන අතර, එය කලම්ප සහ කේබලය එකකට එබීම සඳහා හයිඩ්රොලික් ප්ලයර්ස් භාවිතා කිරීම මගින් සංලක්ෂිත වේ, එහි ප්රති result ලයක් ලෙස කලම්පය අතර සම්බන්ධතා අනුපාතය. සහ කේබලය අසීමිත ලෙස වැඩි වේ, විදුලි කාර්ය සාධනය අතිශයින්ම ස්ථායී වේ.සාමාන්යයෙන්, ස්පර්ශක ප්රතිරෝධය වයර් ප්රතිරෝධයෙන් 40% ක් පමණ වේ.අවාසිය නම් ස්ථාපනය කිරීමෙන් පසු එය විසුරුවා හැරිය නොහැකි අතර, ක්ලිප් නැවත භාවිතා කළ නොහැක.H-type clamps භාවිතා කිරීමට වඩාත් පහසු වේ, විශේෂයෙන්ම ශාඛා රේඛා T-සම්බන්ධතාවය සහ ඇතුල්වීමේ සහ ඇතුල්වීමේ මාර්ග සෑදීමේදී.
ජම්පර් වයර්, ශාඛා වයර්, ඊයම් වයර්, ගෘහස්ත වයර් සහ උඩිස් අධි වෝල්ටීයතා සහ අඩු වෝල්ටීයතා විදුලි රැහැන් කුළුණු වල නිවසට ඇතුළු වන වයර් සම්බන්ධ කිරීම සඳහා H-වර්ගයේ ක්ලිප් සුදුසු වේ.H-වර්ගයේ ඇලුමිනියම් crimping sleeve පිරිසිදු ඇලුමිනියම් වලින් සාදා ඇති අතර කම්බි කොක්ක ප්රතිඔක්සිකාරක ආරක්ෂිත තෙල් වලින් පුරවා ඇත.ඇලුමිනියම් සන්නායකය සහ ඇලුමිනියම් සන්නායකය සහ ඇලුමිනියම් සන්නායකය සහ තඹ සන්නායක අතර සම්බන්ධය crimping සඳහා සුදුසු වේ.හොඳ, ඒකාකාර ධාරා ව්යාප්තිය, අඩු උෂ්ණත්වය ඉහළ යාම, බලශක්ති ඉතිරිකිරීම සහ යනාදිය.


නිෂ්පාදන විශේෂාංග සහ භාවිත පරාසය
H-වර්ගයේ ක්ලිප් විශේෂාංග:
1. ප්රතිරෝධක අගය කුඩා වන අතර, ශක්තිය ඉතිරි කරයි.
2. උෂ්ණත්වය ඉහළ යාම කුඩා වන අතර අසාර්ථකත්වය අඩු වේ.
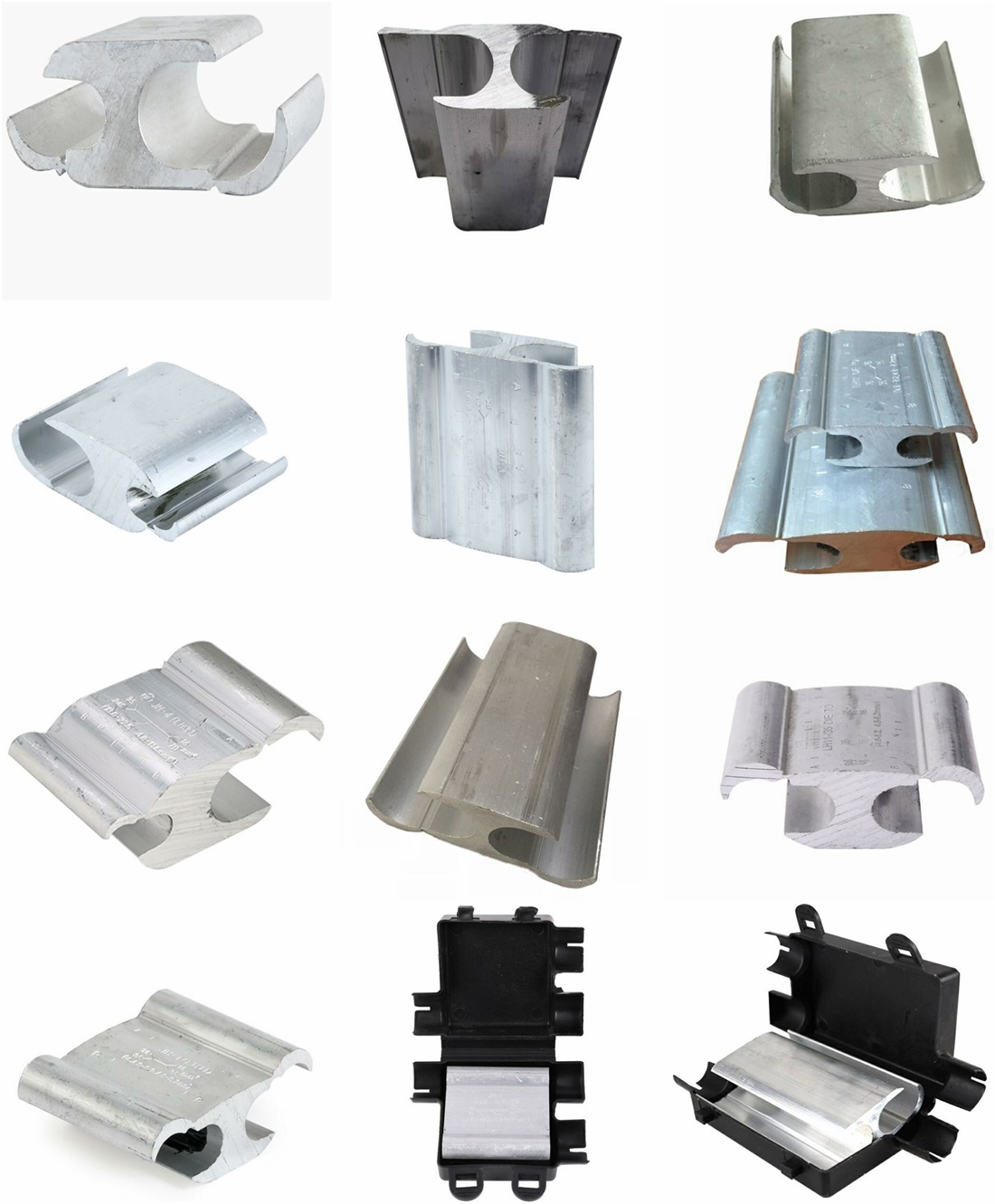
3. සම්පූර්ණ පිරිවිතර සහ පුළුල් යෙදුම.
4. පීඩන සම්මතය සහ ගුණාත්මකභාවය ඒකාබද්ධ වේ.
5. ඉදිකිරීම් ඉන්වෙන්ටරි, ආරක්ෂිත සහ පහසු.
H-වර්ගයේ ක්ලිප් වල වාසි:
H-type cable clamp යනු විදේශීය රටවල සාපේක්ෂව නව සහ වැඩිදියුණු කරන ලද කේබල් කලම්පයකි.එය භාවිතයේ වසර ගණනාවක පරිණත අත්දැකීම් ඇත.පළමුවෙන්ම, සම්බන්ධතාවය ආරක්ෂිත සහ විශ්වසනීය ය.ඇලුමිනියම් වයර් අතර රැහැන් සම්බන්ධතා ගොඩක් සාදා ඇති බැවින්, මෙය හරියටම H-clamp හි වාසියයි.H-වර්ගයේ ක්ලිප් ඇලුමිනියම් මත පදනම් වන අතර එය ඇලුමිනියම් වයර් වල ද්රව්යයට සමාන වේ.ටොන් 12 ක පීඩනය හරියටම නිවැරදි වන අතර, එය crimping පසු ඒකාබද්ධ වේ, එම නිසා උෂ්ණත්වය වෙනස් වන විට පවා, කිසිදු පසුබෑමක් සිදු නොවනු ඇත.
H-clamp භාවිතය:
1. crimping සඳහා හයිඩ්රොලික් ප්ලයර්ස් භාවිතා කරන්න, ඊට අනුරූප කලම්ප ප්රමාණයෙන් ඩයි එක ස්ථාපනය කරන්න.
2. පිටත ඔක්සයිඩ් ස්තරය ඉවත් කිරීම සඳහා ඇලුමිනියම් වයර් හෝ වානේ කෝර්ඩ් ඇලුමිනියම් කම්බි වල රැලි සහිත කොටස සැහැල්ලුවෙන් පිසදැමීමට කම්බි බුරුසුවක් භාවිතා කරන්න.
3. විසන්ධි වූ විට එම හරස්කඩේ ද්විතියික සන්නායකය හෝ සන්නායකය B-වලක් තුළට ඇතුළු කර, ඔබේ මාපටැඟිල්ලෙන් B-වලේ පැති වරල් පහළට ඔබන්න.
4. A-රේඛා වල ප්රධාන ඊයම් ඇතුල් කර A-රේඛා වල පැති වරල් ඔබේ මාපටැඟිල්ලෙන් ඔබන්න.
5. ඩයි එක සමඟ සවි කර ඇති හයිඩ්රොලික් ප්ලයර්ස් ක්රිම්පින් ලකුණට දමන්න ||A||කම්බි කලම්පයේ, සහ ජාලක ගණන අනුව crimping සිදු කරන්න.
6. එක් එක් ඇඹරීමේදී පීඩනය මුදා හැරීම සඳහා හයිඩ්රොලික් ප්ලයර්ස් සම්පූර්ණයෙන්ම ප්රතිදානය කළ යුතු අතර, ඇඹරීම අවසන් වේ.
7. ග්රිඩ් ගණන අනුව සියලු crimping අවසන් වූ පසු, හයිඩ්රොලික් කලම්ප ඉවත් කරන්න.
8. එය පරිවරණය කරන ලද වයරයක් නම්, නිරාවරණය වූ ක්රෝම්-සින්ක් අම්ල පේස්ට් පිසදමන්න, පරිවරණය සම්පූර්ණ කිරීම සඳහා අධි වෝල්ටීයතා පරිවාරක ස්වයං-විසර්ජන පටියකින් ඔතා.එවිට UV-ප්රතිරෝධී ටේප් නිසි ලෙස ඔතා, සම්පූර්ණ ක්රියාවලිය අවසන් වේ.නැතහොත් පරිවාරක ආවරණයක් සහිත වයර් ක්ලිප් ආවරණය කරන්න, ගාංචුව සවි කරන්න, පරිවරණය සම්පූර්ණ කිරීම සඳහා අධි වෝල්ටීයතා පරිවාරක ස්වයං-විසර්ජන පටියකින් පිටවන ස්ථානය ඔතා.

නිෂ්පාදන පරීක්ෂා කිරීමේ සම්මතය
1. ආතන්ය පරීක්ෂණය
සම්මත: IEEE IEEE වගන්තිය 5.2.1 STD837-1989 NEMA IEEE වගන්තිය 2.7, STD3-22-1972
සන්නායක හරස්කඩ අවම ආතතිය (KG)
13-54 136
67-107 227
127-253 454
GB/T 2317-2008 ප්රමිතිය උපරිම වයර් බිඳීමේ බලයට වඩා 10%ක් පමණක් වැඩි වන අතර TEEE සහ NEMA ප්රමිතීන් GB ප්රමිතියට වඩා බොහෝ ගුණයකින් දැඩි වේ.
2. ප්රතිරෝධක පරීක්ෂණය
සම්මතය: NEMA2.6 කොටස, STD3-22-1972, GB/T 2317-2008 crimped clip එකේ ප්රතිරෝධය වයර් දෙකට වඩා වැඩි නොවිය යුතු අතර, ප්රතිරෝධයෙන් 110% සුදුසුකම් ලබා ගත යුතුය.
3. උෂ්ණත්වය ඉහළ යාමේ පරීක්ෂණය:
සම්මතය: වගන්තිය NEMA2.5.2, STD5-28-1981, GB2317-2000 ස්වයං-කැළඹුණු වයර් ක්ලිප් එකේ උෂ්ණත්වය ඉහළ යාමේ අගය වයර් දෙකේ ඉහළම උෂ්ණත්වය ඉහළ යාමේ අගයට වඩා වැඩි නොවිය යුතුය.(විවිධ වයර් විෂ්කම්භය crimping විට, crimping ස්ථානයේ උෂ්ණත්වය කුඩා හරස්කඩ වයර් උෂ්ණත්වයට වඩා අඩු නොවිය යුතුය) GB/T 2317-2008 එකම වර්ගයේ වයර්වල හරස්කඩ උෂ්ණත්ව අගය පමණක් නියම කරයි, සහ විශේෂ හැඩැති වයර්වල උෂ්ණත්ව අගය මැන බැලීමක් නොමැත.

නිෂ්පාදන වාසි සහ ස්ථාපන උපදෙස්
ස්ථාපන සටහන්:
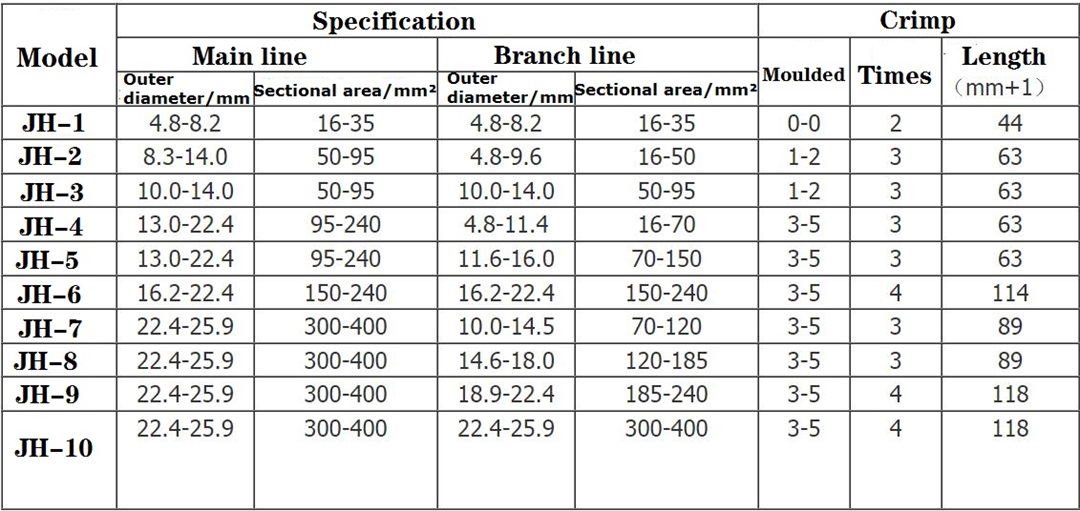
1. රැහැන් වර්ගය, වයර් විෂ්කම්භය සහ හරස්කඩ පරීක්ෂා කර, සුදුසු H-වර්ගයේ crimping clamp තෝරන්න.
2. සුදුසු crimping tools සහ crimping molds තෝරා ගැනීමට මතක තබා ගන්න, කම්බි ඇඹරීමට පෙර කම්බි බුරුසුවකින් පිරිසිදු කළ යුතුය.
3. වයර් නැමීම, ඉරීම, හානි ආදිය වළක්වා ගැනීමට වයර් සකස් කරන්න. කම්බි වලිගය අලුත්වැඩියා කිරීමෙන් පසු එය සවි කිරීමට ක්ලින්කර් ටේප් භාවිතා කරන්න.
4. crimping clamp වර්ගය ** crimping die crimping tool එකට දමන්න.
5. H-type crimping clip එකේ සුදුසු වයර් කොක්කෙහි වයරය දමා, ක්ලිප් එකේ පිටත වයර් 20-30mm ඉතිරි කර, H-type crimping clip එකේ දෙපැත්තේ ඇති පැති කවරය වයරය ආවරණය වන පරිදි නවන්න.තඹ කම්බිය ඇලුමිනියම් වයරයට පහළින් ඇති බව සැලකිලිමත් විය යුතුය.
6. crimping tool භාවිතා කරන්න, දිශාව පෙළගස්වා, මැද සිට දෙපැත්තට අනුපිළිවෙලින් පිටත පෙට්ටියේ ඇති crimping process උපදෙස් ඔබන්න, සහ හොඳම crimping අනුපිළිවෙල සහ crimping වාර ගණන අනුව crimp.එය තුන් වරක් හෝ ඊට වැඩි වාර ගණනක් ඇඹරීමට අවශ්ය නම්, එය පිළිවෙලින් මැද සිට කෙළවර දක්වා සම්පූර්ණ කළ යුතු අතර, වමේ සිට දකුණට අනුපිළිවෙලින් කෙළවර දක්වා ක්රිම්ප් කිරීම සිදු කෙරේ.
7. crimping ප්රතිඵල දෘෂ්යව පරීක්ෂා කරන්න.
8. පරිවාරක වයරය ඇඹරීමෙන් පසුව, එය තවමත් පරිවාරක පටියකින් ආවරණය කළ යුතුය.
H-type crimp clamps සහ සාම්ප්රදායික කලම්ප සංසන්දනය කිරීම:
1. අයදුම් කිරීමේ විෂය පථය:
Crimpable සන්නායක: Cu-Al, Al-Al, Cu-Cu.
එකම විෂ්කම්භය සහ විවිධ විෂ්කම්භයන් සහිත වයර්වලින් තද කළ හැක.
වයර් විෂ්කම්භය සම්මත නොවේ, එය ද යෙදිය හැකිය.
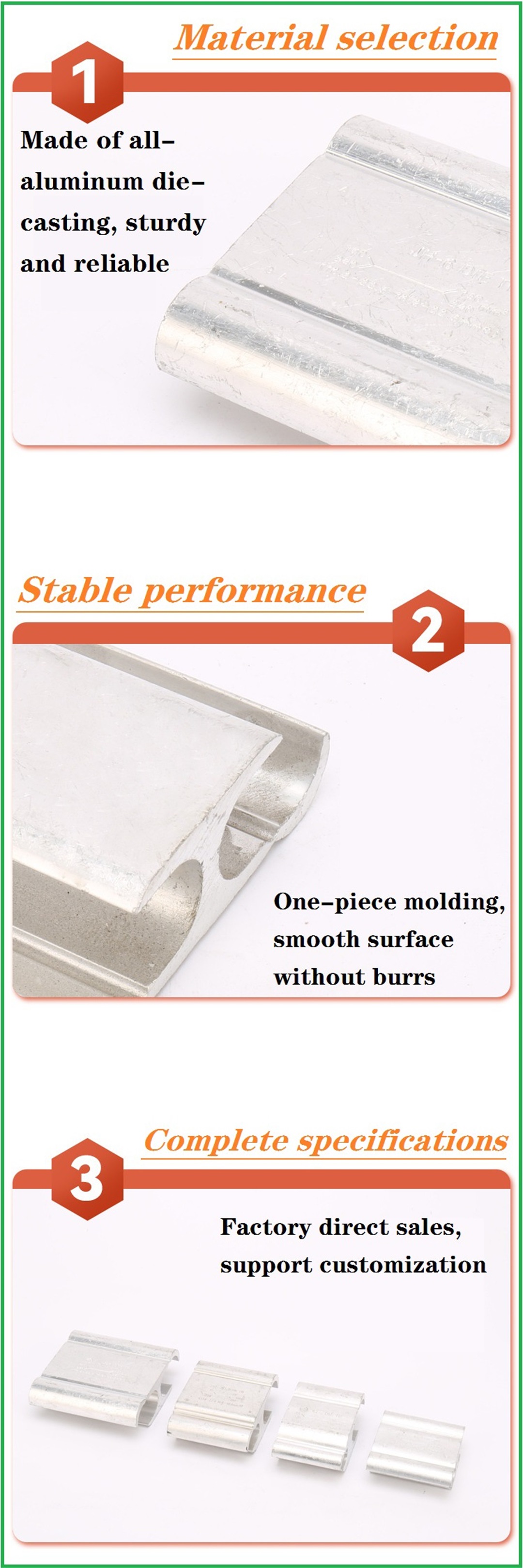
2. ද්රව්ය සහ ව්යුහාත්මක නිර්මාණය
විවිධ රේඛා සියල්ලෙන් එක වාත්තු කිරීම සහ විස්තීර්ණ ආවරණය.
හොඳ විද්යුත් සන්නායකතාව, ඒකාකාර ධාරා ව්යාප්තිය සහ අඩු උෂ්ණත්වය ඉහළ යාම.
විඛාදන ගැටළු නොමැත.
3. ඉදිකිරීම්:
සැහැල්ලු බර (H-type clamps හි බර අනුපාතය සමාන්තර කට්ට කලම්ප = 1:8.836).
අඩු පිරිවිතර, රැගෙන යාමට පහසු, ඉදිකිරීම් සේවකයින්ගේ ශ්රම තීව්රතාවය අඩු කිරීම.
අඩු ඉදිකිරීම් කාලය සහ පහසු සජීවී වැඩ.
ඉදිකිරීම් ගුණාත්මකභාවය (හයිඩ්රොලික් කලම්ප).
ප්රතිඔක්සිකාරක ආරක්ෂිත තෙල් යෙදීම අවශ්ය නොවේ.
4. ප්රතිලාභ:
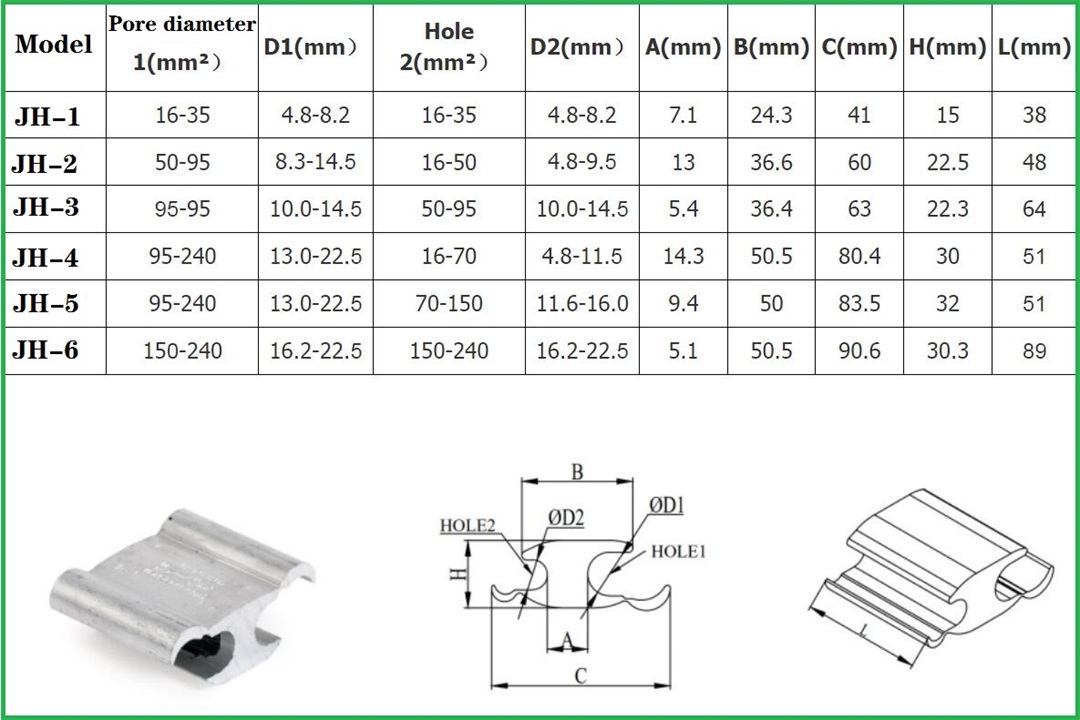
H-වර්ගයේ ඇලුමිනියම් වයර් ක්ලිප් සඳහා අවශ්ය වන්නේ පිරිවිතර 6ක් පමණක් වන අතර එමඟින් 16 සිට 240mm2 දක්වා වූ සියලුම ඇලුමිනියම් සහ තඹ වයර්වල crimping භාවිතය සපුරාලිය හැක.
විදුලි රැහැන් විසන්ධි කිරීම නිසා සිදුවන විදුලිය ඇනහිටීම් අනතුරු වැළැක්වීම සහ බල සැපයුමේ "කුඩා බල සැපයුම" අහිමි වීම අඩු කිරීම.
යෙදුම් පිරිවිතර සරල කර ඇති අතර දෘඩාංග ද්රව්ය සකස් කිරීම පහසුය.
රේඛාවේ බලශක්ති අලාභය අඩු කරන්න.
මෙහෙයුම් සහ නඩත්තු වියදම් අඩු කරන්න.
දිගු ආයු කාලයක් සහ හොඳ කල්පැවැත්මක්.
නිෂ්පාදන විස්තර
නිෂ්පාදන සැබෑ වෙඩි තැබීම
නිෂ්පාදන වැඩමුළුවේ කොනක්


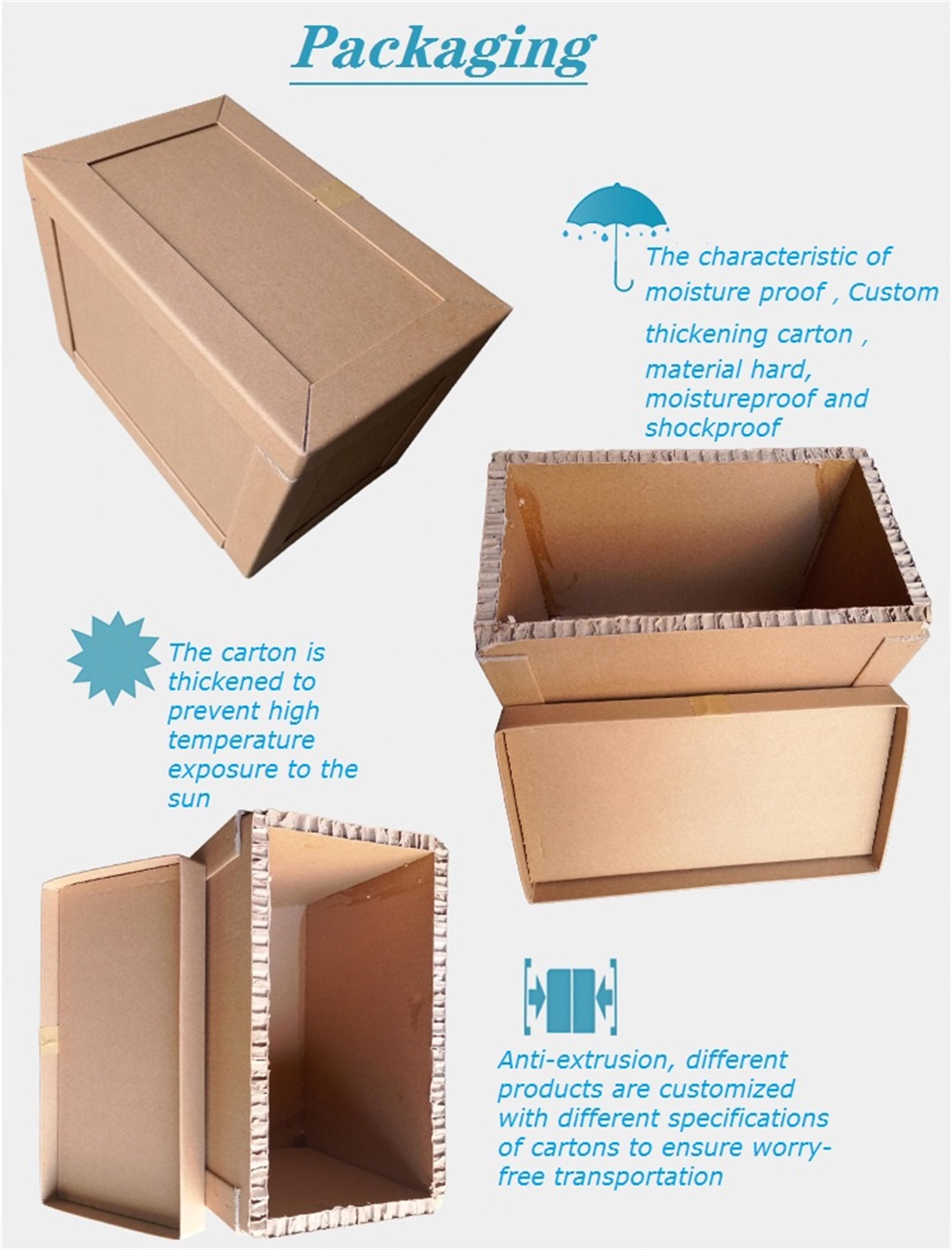
නිෂ්පාදන ඇසුරුම්
නිෂ්පාදන අයදුම් නඩුව