NY 185-800mm² د تودوخې مقاومت لرونکي المونیم الیاژ تار لپاره د فشار کلیمپ













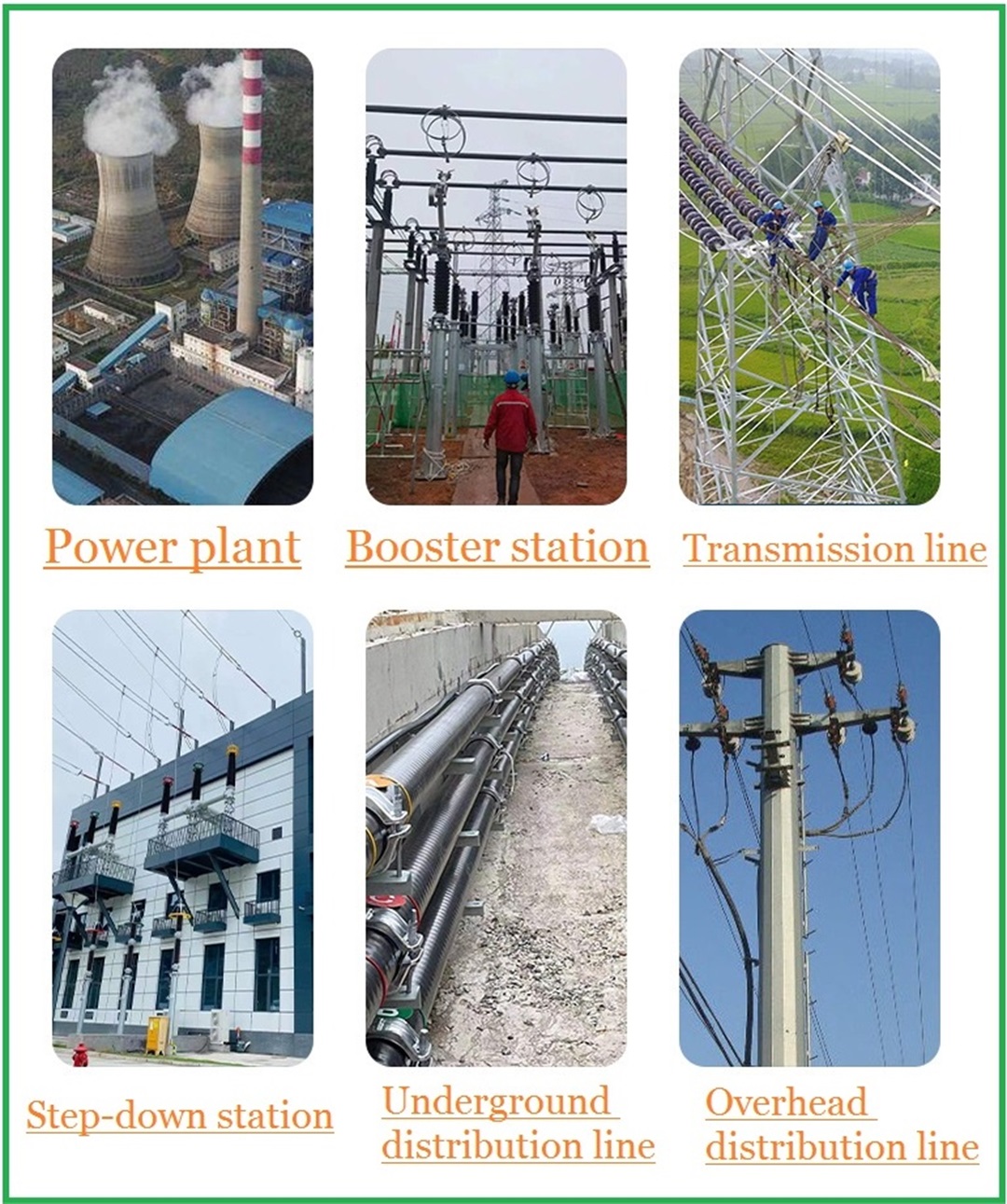
د تشنج کلیمپونه په عمده توګه د بریښنا په سر کې د بریښنا لینونو یا سب سټیشنونو کې د کنډکټرونو او بریښنایی کنډکټرونو د تنظیم کولو لپاره کارول کیږي ، او دوی د هارډویر سره د نښلولو له لارې د تشنج انسولټرونو سره وصل کوي ، یا د برجونو سره د بریښنا بندونکي وصل کولو لپاره.د مختلف جوړښت او نصب کولو میتود له مخې، دا په څلورو کټګوریو ویشل شوی: د بولټ ډول، د کمپریشن ډول او د ویج ډول، او د پری ټوټ شوی ډول.
د NY تشنج کلیمپ (د هیدرولیک ډول ، د سټیل لنگر ویلډینګ) په عمده توګه د تار د فشار برداشت کولو لپاره د تار تنظیم کولو لپاره کارول کیږي ، او تار د ټینشن تار یا برج کې هارډویر ته ځړول کیږي.
د تولید ځانګړتیاوې
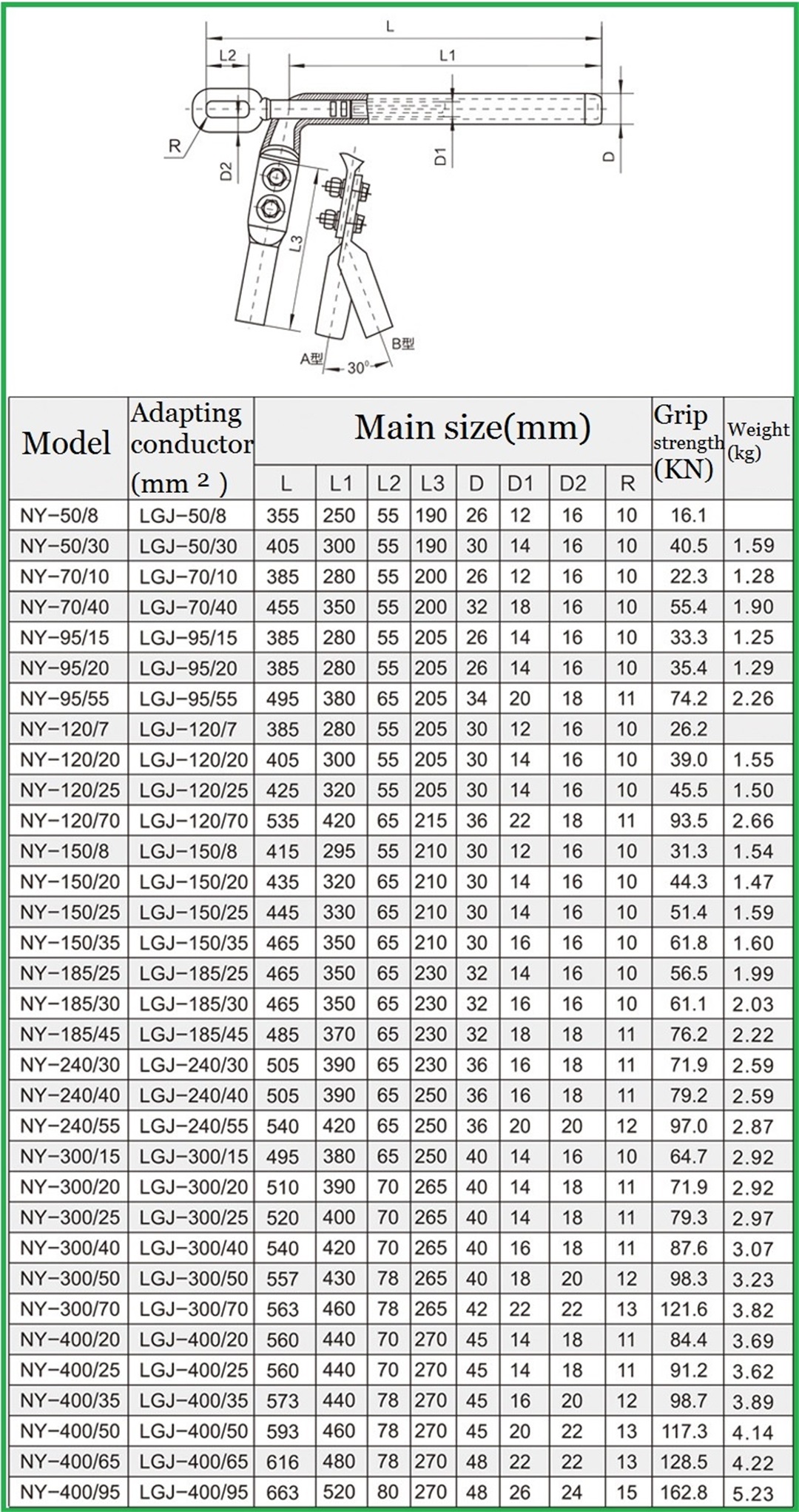
تخنیکي پارامترونه

د محصول ځانګړتیاوې او د نصبولو مسلې
برخی:
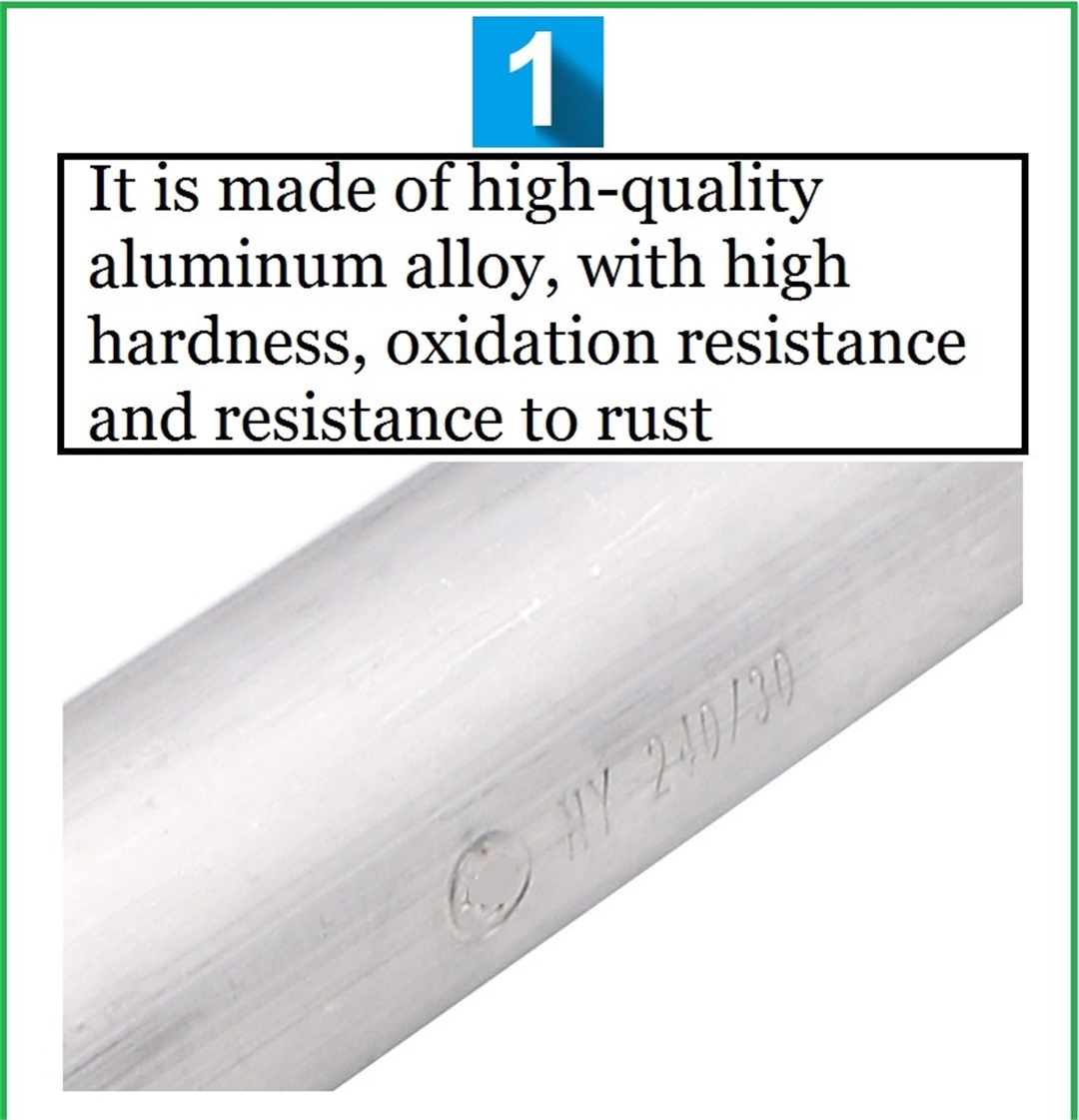
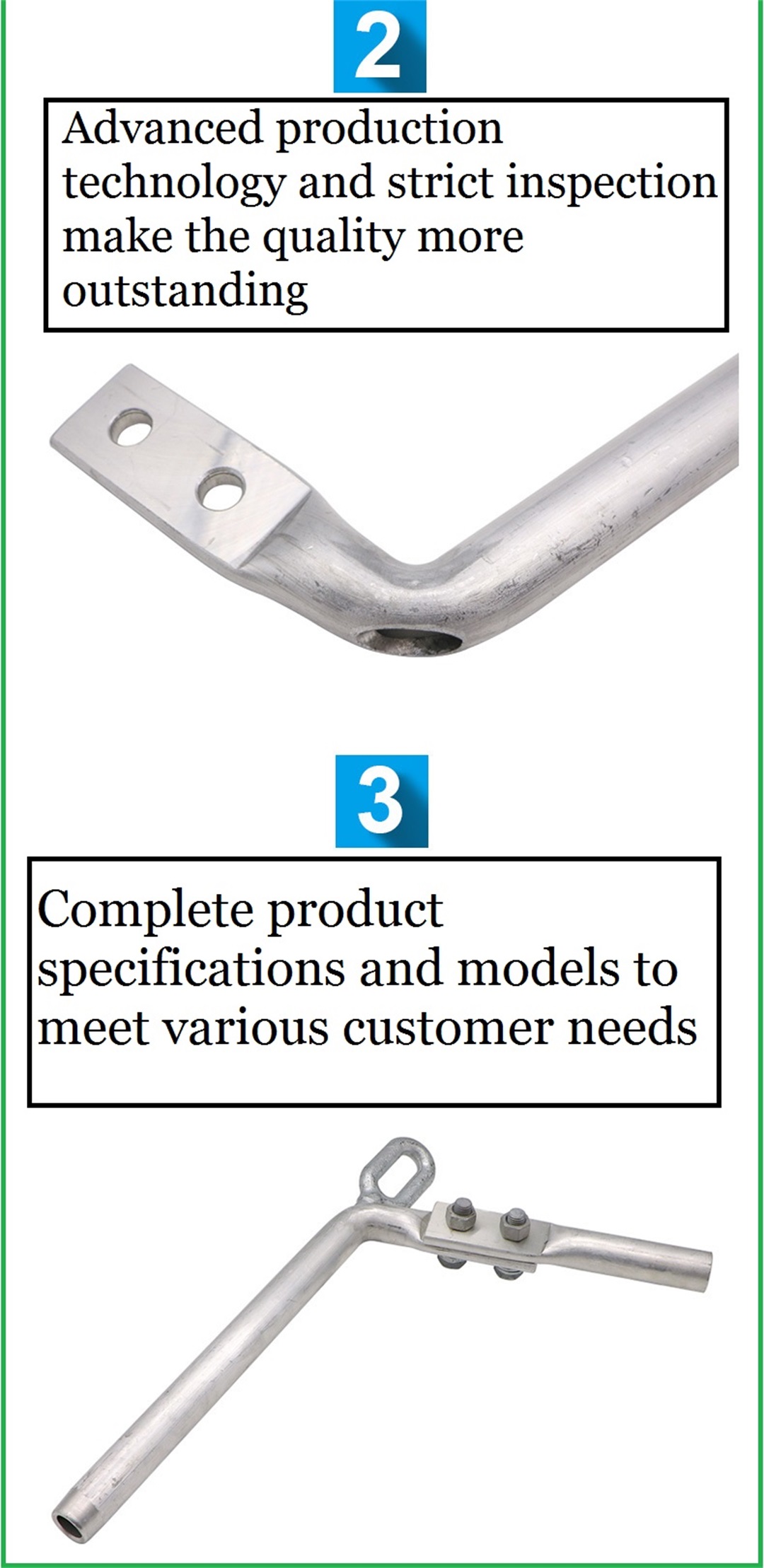
a.د کلپ بدن د لوړ ځواک المونیم فولادو موادو څخه جوړ شوی دی.
ب.بڼه نرمه ده او د خدمت ژوند اوږد دی.
ج.د نصب او کارولو لپاره اسانه.
d.د هیسټریسیس ضایع شتون نلري، او دا د ټیټ کاربن، د انرژۍ سپمولو تصدیق شوی محصول دی.
د نصبولو مسایل:
1. د کرپ شوي تار یوه پای د شاوخوا 1 متر لپاره پاکه کړئ او کنډک غوړ واچوئ.
2. پاک شوی المونیم ټیوب (بهرنی قطر D) د تار په پای کې کېږدئ او د تار له پای څخه 1m لرې وباسئ.3. د فولادو اینکر د مخکني پای ټیوب د اندازې l 2 اندازه کولو لپاره د ورنیر کیلیپر یا ټیپ اندازه وکاروئ، د سټیل کور اوږدوالی اندازه کړئ ترڅو د تار O پای څخه لیرې شي ON= l 2 + Δl mm (Δl 15mm دی)، نښه جوړه کړئ او له نښه څخه د 20mm په فاصله کې وتړئ، نوي تړل شوي تار P واخلئ. تړلی تار.بیا د کټټر (یا د المونیم تار سټرپر) څخه کار واخلئ ترڅو په N نښه کې بهرني او مینځني المونیم تارونه پرې کړئ. کله چې د المونیم داخلي تارونه پرې کړئ ، یوازې د هر سټنډ قطر 3/4 ته پرې کړئ او بیا د المونیم تارونه یو مات کړئ. د یو لخوا.کله چې د المونیم تار لرې کول، دا په کلکه منع دی چې د فولادو کور زخم کړي.)
5. د فولادو لنگر ټوټه کړئ
الف. د فولادو پایپ ډای "Cd#" انتخاب کړئ چې د فولادو لنگر د خارجي قطر سره مطابقت لري.په سب سټیشن کې د NY تشنج کلیمپ لپاره د نصب کولو لارښوونې باید تصدیق کړي چې د هیکساگونل ډیج ډیګونل زاویه dmm ده؛
B. د فولادو فشار وروسته له دې چې کور پاک شي، وګرځئ او د فولادو د لنگر په ښکته کې د فولادو کور د غځیدلي لوري سره دننه کړئ، او
د فولادو لنگر پای د شاوخوا 15 ملي میتر اوږدوالي سره د سټیل کور افشا کوي؛په دې وخت کې، تارونه باید په دواړو خواوو کې وي
د فولادو لنگر سره افقی ساتل کیږي، او د هیدرولیک پریس محور سره مطابقت لري، ترڅو د پایپ احتمالي کمښت کم کړي وروسته له فشار څخه.
D. د فولادو لنگر د مخکینۍ پای پایپ ټوټه کړئ.د کریمپ کولو لار د پایپ له نالی څخه د پایپ خولې ته ده.کله چې فشار تطبیق شي، دوه نږدې مولډونه
باید لږ تر لږه 5-10 ملي میتر سره وصل شي.په منظم هیکساګون کې د کمپریشن وروسته، د منظم مسدس د مخالف اړخونو ترمنځ فاصله باید تایید شي.د S د منلو وړ ارزښت دی: S=(0.866*0.993d)+0.2.د مولډ کولو وروسته ، د فشار کولو وروسته د مخالف اړخ واټن اندازه چیک کولو لپاره معیاري کیلیپر وکاروئ.(یادونه: د هیدرولیک پمپ اصلي فشار باید د 80Mp څخه کم نه وي، او کله چې فشار ټاکل شوي ارزښت ته ورسیږي، دا باید د 3-5s لپاره وساتل شي).د هیدرولیک عملیاتو ته دوام ورکړئ یوازې وروسته له دې چې معیار پوره شي.

د محصول توضیحات
محصولات ریښتیني شاټ

د تولید ورکشاپ یوه کونج


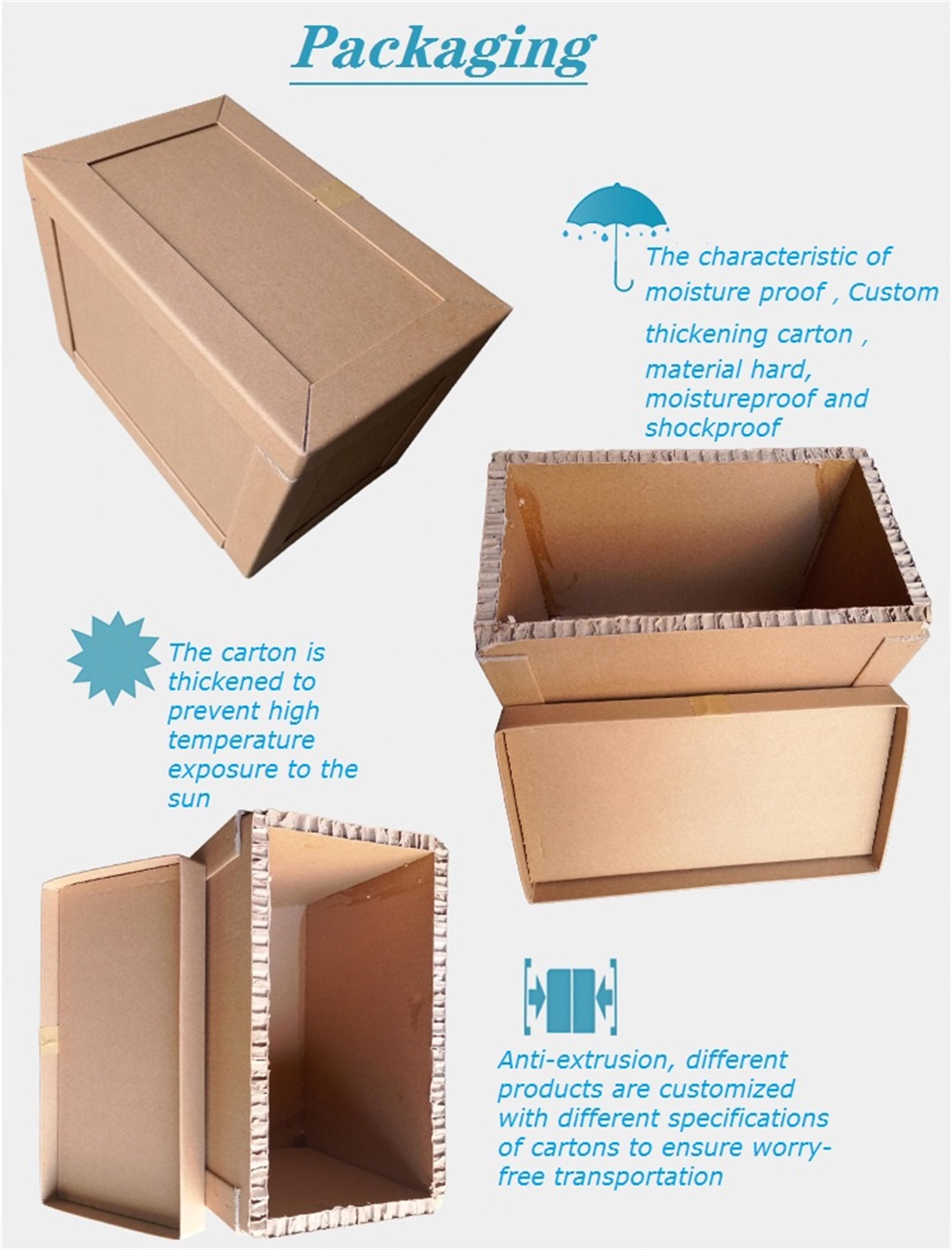
د محصول بسته بندي
د محصول غوښتنلیک قضیه