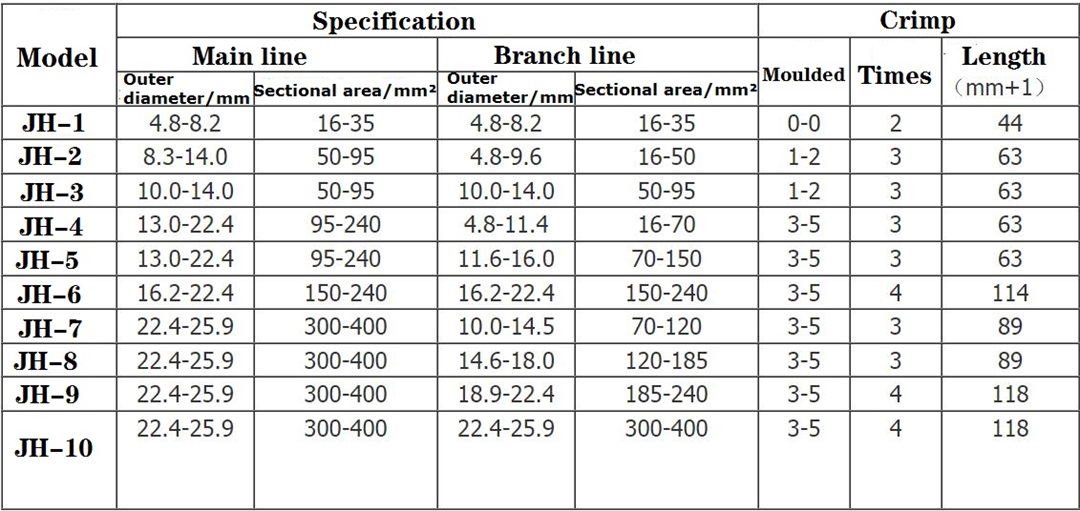
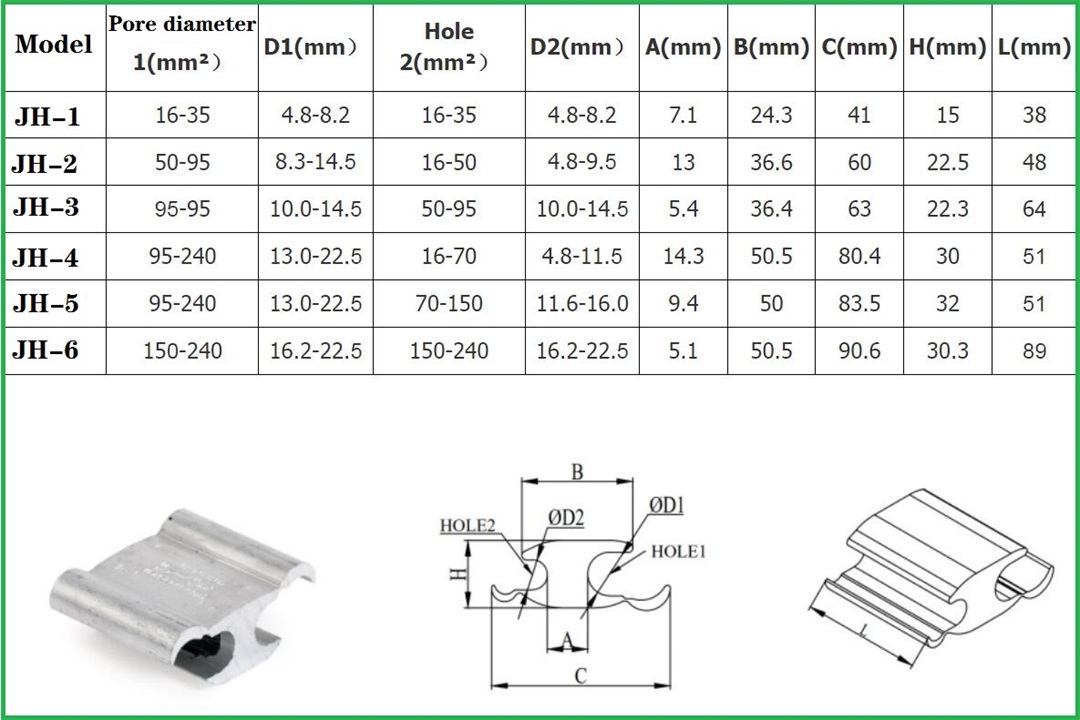
JH 16-240mm² 4.8-22.5mm H-ډول موازي نالی د تار کلیمپ شاخ ډول کیبل د تار کلیمپ کرم کولو















د تولید ځانګړتیاوې
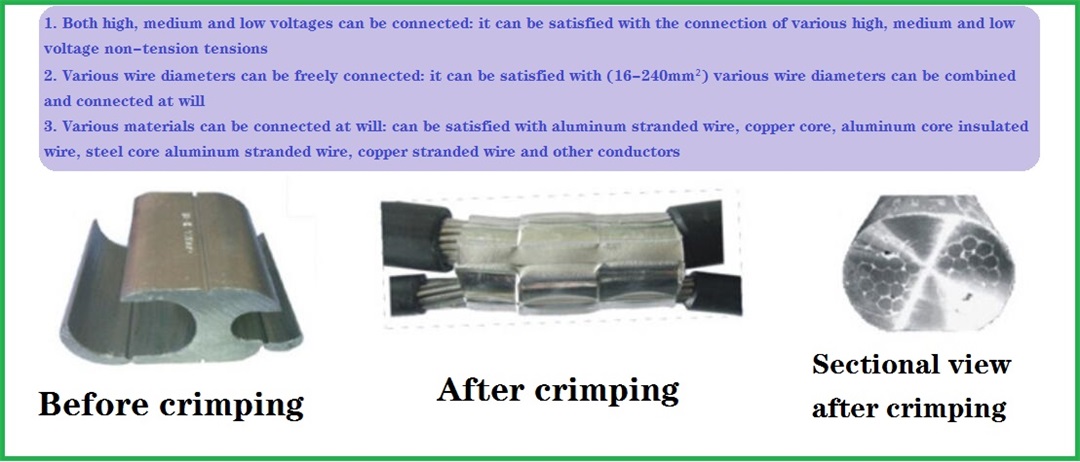
د تار کلپ یو ډول عام بریښنا فټینګ دی، کوم چې په دوه ډوله ویشل شوي: "د جلا کولو وړ" او "کرمپینګ (کمپریشن)".د جلا کولو وړ ډولونو کې موازي نالی کلپونه، د ویج کلپونه، او نور شامل دي. اوس مهال، مختلف بولټونه او نالی شوي تار کلیمپونه لاهم په پراخه کچه کارول کیږي، او د ویج شکل لرونکي تار کلیمپونه هم په چټکۍ سره پراخ شوي.د جلا کیدو وړ ډول ځانګړتیا دا ده چې دا جلا کیدی شي او بیا کارول کیدی شي.د دې ډول ډیری کلیمپونه د پلائیوډ څخه جوړ شوي، او پیوستون د بولټونو سخت فشار سره بشپړ شوی.کله چې وصل شي، د کلپ او تار تر مینځ د تماس سطح کوچنۍ وي، او د هر بولټ ټینګولو ځواک اوسط نشي کیدی.له همدې امله، په عموم کې، د بولټ کلپ مقاومت د کمپریشن کلپ په پرتله لوړ دی.د مثال په توګه: د 240mm² کراس سیکشن تار، د تار مقاومت 64.50 مایکروهیم دی، د بولټ کلپ مقاومت 50.40 مایکروهیم دی، او د کمپریشن ډول کلپ یوازې 24.20 مایکروهیم دی.ازموینو ښودلې چې د بولټ فشار کوچنی وي، مقاومت ډیر وي.له همدې امله ، دوه بولټ کلیمپونه ، درې بولټ کلیمپونه او لږترلږه دوه بولټ او نالی کلیمپونه په موازي نالی کلیمپونو کې په لړۍ کې کارول کیږي.دا ځکه چې د بولټ فشار لوړیږي، د تماس سطح لوړیږي، او د تماس مقاومت کم شوی..بل د کمپریشن ډول کلیمپ دی، چې پکې C-type، H-type، او داسې نور شامل دي، کوم چې د هیدرولیک پلیرونو په کارولو سره ځانګړتیا لري ترڅو کلیمپ او کیبل په یوه کې فشار کړي، په پایله کې، د کلیمپ ترمنځ د اړیکو کچه او کیبل په لامحدود ډول زیاتیږي، د بریښنا فعالیت خورا باثباته دی.عموما، د تماس مقاومت یوازې د تار مقاومت شاوخوا 40٪ دی.نیمګړتیا دا ده چې دا د نصب کولو وروسته نه جلا کیدی شي، او کلپ بیا کارول کیدی نشي.د H-ډول کلیمپونه د کارولو لپاره خورا اسانه دي ، په ځانګړي توګه کله چې د برانچ لاینونه T - پیوستون او د ننوتلو او ننوتلو لاینونه جوړوي.
د H-ډول کلپونه د جمپر تارونو، د څانګو تارونو، مخکښو تارونو، کورني تارونو، او د لوړ ولتاژ او ټیټ ولتاژ بریښنا لاین برجونو کور ته د ننوتلو تارونو د کریپ کولو لپاره مناسب دي.د H-ډول المونیم کریمینګ آستین د خالص المونیم څخه جوړ شوی ، او د تار هک د انټي اکسیډیټیک محافظتي تیلو څخه ډک شوی.دا د المونیم کنډکټر او المونیم کنډکټر ، او د المونیم کنډکټر او مسو کنډکټر ترمینځ د ارتباط crimping لپاره مناسب دی.ښه، یونیفورم اوسنی ویش، د تودوخې ټیټ زیاتوالی، د انرژۍ سپمولو او داسې نور.


د محصول ځانګړتیاوې او د کارولو سلسله
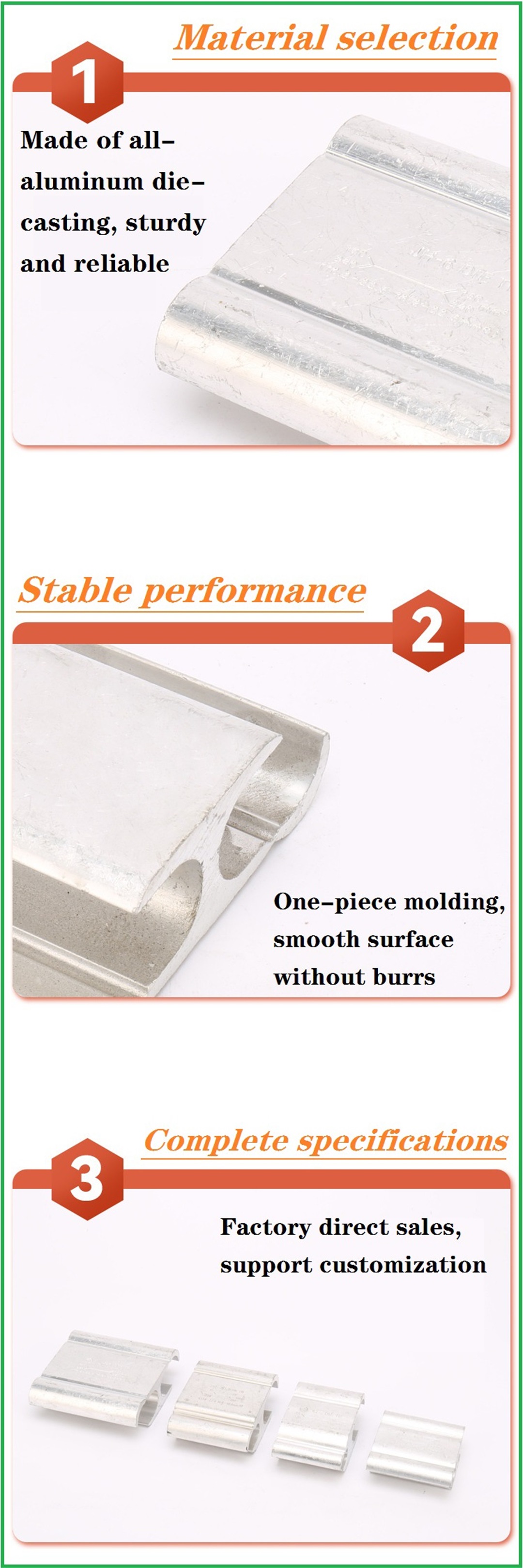
د H-ډول کلیپ ځانګړتیاوې:
1. د مقاومت ارزښت کوچنی دی، انرژي خوندي کوي.
2. د تودوخې زیاتوالی کوچنی دی او ناکامي کمه شوې ده.
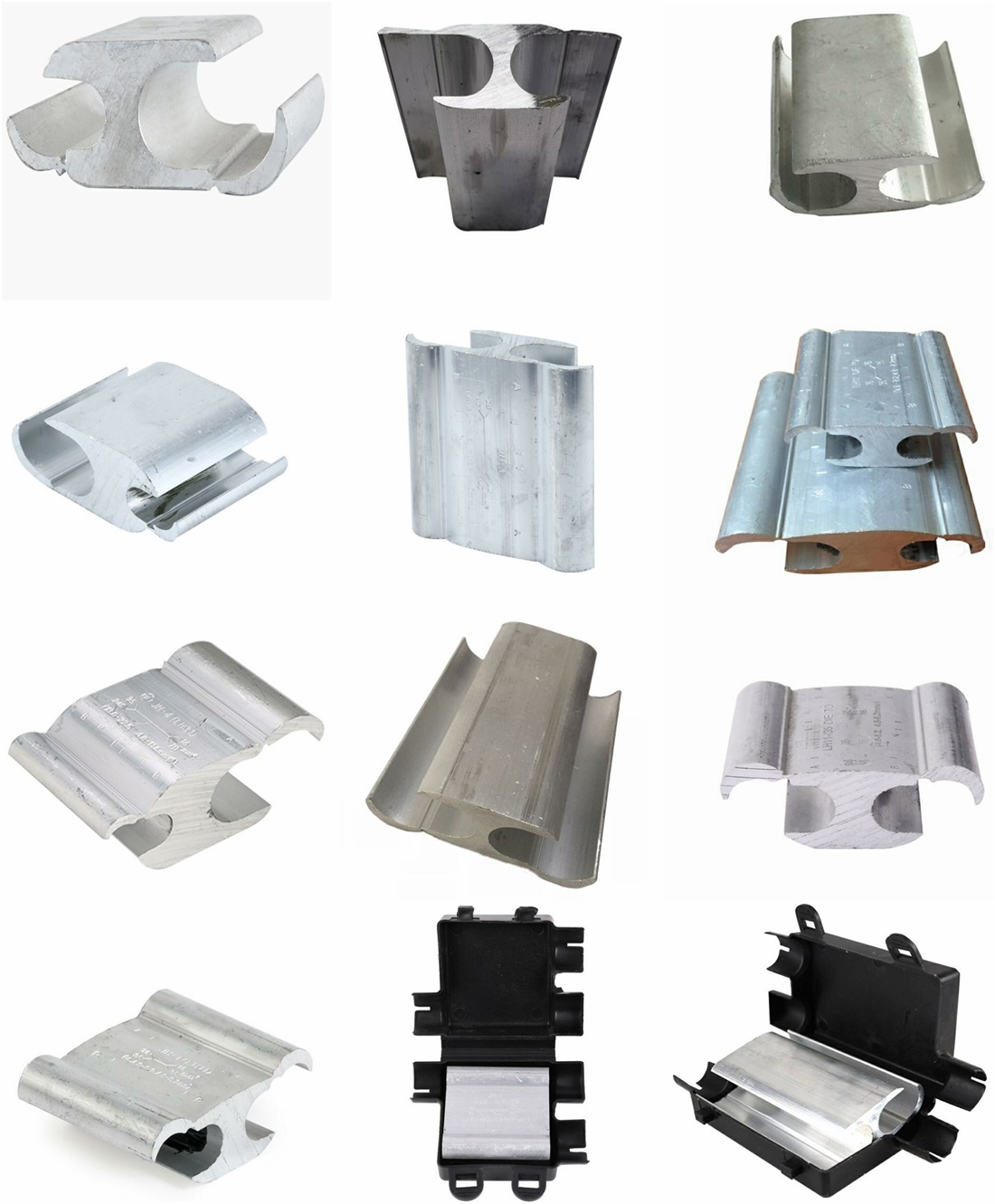
3. بشپړ مشخصات او پراخه غوښتنلیک.
4. د فشار معیار او کیفیت متحد دي.
5. ساختماني لیست، خوندي او اسانه.
د H-ډول کلیپونو ګټې:
د H-ډول کیبل کلیمپ په بهرنیو هیوادونو کې نسبتا نوی او ښه کیبل کلیمپ دی.دا په کارولو کې د ډیری کلونو بالغ تجربه لري.تر ټولو لومړی، پیوستون خوندي او د باور وړ دی.څرنګه چې د المونیم تارونو تر مینځ ډیری تارونه نښلول شوي، دا د H-clamp ګټه ده.د H-ډول کلپ د المونیم پر بنسټ والړ دی، کوم چې د المونیم تار موادو ته ورته دی.د 12 ټنو فشار سم دی، او دا د کریمپ کولو وروسته مدغم شوی، نو حتی کله چې د تودوخې بدلون راشي، هیڅ سست نه وي.
د H-clamp کارول:
1. د کریمپ کولو لپاره د هیدرولیک پلیرونو څخه کار واخلئ، او د اړونده کلیمپ اندازې سره ډای نصب کړئ.
2. د تار برش څخه کار واخلئ ترڅو د المونیم تار یا د فولادو پوښ شوي المونیم تار ټوټه شوې برخه په روښانه ډول مسح کړئ ترڅو د بیروني آکسایډ طبقه لرې کړئ.
3. ثانوي کنډکټر یا د ورته کراس سیکشن کنډکټر کله چې منحل شوی وي، B-نال ته دننه کړئ، او د B-نلي اړخ اړخونه په خپل ګوتو سره فشار ورکړئ.
4. اصلي لیډ د A-line نالی ته داخل کړئ او د A-line نالی د غاړې پنبې په خپل ګوتو سره فشار ورکړئ.
5. د هايډروليک پلرونه چې د مرمۍ سره نصب شوي د کريمنګ نښه کې واچوئ ||A||د تار کلیمپ څخه، او د ګریډونو شمیر سره سم کریمپ کول ترسره کړئ.
6. د هیدرولیک چمچونه باید په بشپړ ډول تولید شي ترڅو د هر کرمپ کولو پرمهال فشار خوشې کړي، او کریمپ بشپړ شي.
7. وروسته له دې چې د ګریډونو د شمیر سره سم ټول کریمینګ بشپړ شي، د هیدرولیک کلیمپ لرې کړئ.
8. که دا یو موصل شوی تار وي، د کروم-زنک اسید پیسټ پاک کړئ، او د لوړ ولټاژ انسولیټینګ ځان منحلونکي ټیپ سره وتړئ ترڅو موصلیت بشپړ شي.بیا د UV پروف ټیپ په سمه توګه پوښل شوی، او ټوله پروسه بشپړه شوې.یا د تار کلپ د موصلیت پوښ سره پوښ کړئ، کلپ ګړندی کړئ، او آوټ لیټ د لوړ ولټاژ انسولیټینګ ځان منحلونکي ټیپ سره وتړئ ترڅو موصلیت بشپړ کړئ.

د محصول تفتیش معیار
1. تناسلي ازموينه
معیاري: IEEE IEEE برخه 5.2.1 STD837-1989 NEMA IEEE برخه 2.7، STD3-22-1972
د کنډکټر کراس برخه لږترلږه فشار (KG)
13-54 136
67-107 227
127-253 454
د GB/T 2317-2008 معیار د تار ماتولو اعظمي ځواک څخه یوازې 10٪ ډیر دی ، او د TEEE او NEMA معیارونه د GB معیار څخه څو ځله سخت دي.
2. د مقاومت ازموینه
معیاري: NEMA2.6 برخه، STD3-22-1972، GB/T 2317-2008 د کرپ شوي کلپ مقاومت باید د دوه تارونو څخه ډیر نه وي، او د مقاومت 110٪ باید د وړ په توګه واخیستل شي.
3. د تودوخې لوړوالی ازموینه:
معیاري: برخه NEMA2.5.2, STD5-28-1981, GB2317-2000 د خود-کرم شوي تار کلپ د تودوخې لوړوالی ارزښت باید د دوه تارونو د تودوخې لوړ لوړ ارزښت څخه ډیر نه وي.(کله چې د مختلف تار قطرونه کرم کول ، د کرم کولو نقطې تودوخه باید د کوچني کراس سیکشن تار د تودوخې څخه ټیټه نه وي) GB/T 2317-2008 یوازې د ورته ډول تار لپاره د کراس برخې تودوخې ارزښت تنظیموي ، او د ځانګړي شکل لرونکي تار د تودوخې ارزښت هیڅ اندازه نشته.

د محصول ګټې او د نصبولو لارښوونې
د نصب یادښتونه:
1. د تارونو ډول، د تار قطر او کراس برخه وګورئ، او مناسب H-ډول crimping clamp غوره کړئ.
2. په یاد ولرئ چې د کریمپ کولو مناسب اوزار او د کریمینګ مولډ غوره کړئ ، او د تار کریپ کولو برخې باید د کریمپ کولو دمخه د تار برش سره پاکې شي.
3. تارونه داسې تنظیم کړئ چې د غزیدلو، پټیدو، زیان او داسې نورو څخه مخنیوی وشي. وروسته له دې چې د تار پای ترمیم شي، د کلک کولو لپاره د کلینکر ټیپ څخه کار واخلئ.
4. د crimping clamp ډول ** crimping die crimping اوزار کې واچوئ.
5. تار د H-type crimping کلپ په مناسب تار هک کې واچوئ، د کلپ بهرنی تار 20-30mm پریږدئ، او د تار پوښلو لپاره د H-ډول crimping کلپ دواړو خواوو ته د غاړې پوښونه وخورئ.پاملرنه باید وشي چې د مسو تار د کریپ کولو وروسته د المونیم تار لاندې وي.
6. د crimping وسیلې څخه کار واخلئ، سمت ترتیب کړئ، او په بهرنۍ بکس کې د مرکز څخه دواړو خواوو ته په ترتیب سره د crimping پروسې لارښوونې فشار ورکړئ، او د غوره crimping ترتیب او د کریپینګ وختونو شمیر سره سم کرمپ کړئ.که چیری دری ځله یا ډیر کرم کولو ته اړتیا ولری، دا باید په ترتیب سره د منځنی څخه تر دوو سرونو پوری بشپړ شی، او د کیڼ څخه ښی څخه تر پایه پوری په ترتیب سره ترسره کیږی.
7. د نری رنځ پایلې په لید سره معاینه کړئ.
8. وروسته له دې چې د موصلیت تار ټوټه شي، دا لاهم اړتیا لري چې د موصلیت ټیپ سره پوښل شي.
د H-ډول کریمپ کلیمپونو او دودیزو کلیمپونو پرتله کول:
1. د غوښتنلیک ساحه:
د ککړتیا وړ کنډکټرونه: Cu-Al، Al-Al، Cu-Cu.
د ورته قطر او مختلف قطرونو تارونو سره کریپډ کیدی شي.
د تار قطر معیاري نه دی، دا هم پلي کیدی شي.
2. مواد او ساختماني ډیزاین
ټول په یو کې مولډینګ او د مختلف لینونو جامع پوښښ.
ښه برقی چالکتیا، یونیفورم اوسنی ویش او د تودوخی ټیټ زیاتوالی.
د زنګ وهلو ستونزې نشته.
3. ساختماني:
لږ وزن (د H-ډول کلیمپونو وزن نسبت موازي نالی کلیمپونو ته = 1:8.836).
لږ مشخصات، د لیږد لپاره اسانه، د ساختماني پرسونل د کار شدت کموي.
لږ ساختماني وخت او اسانه ژوندی کار.
د ساختمان کیفیت (هایډرولیک کلیمپ).
د انټي اکسیډیټیو محافظتي غوړ پلي کولو ته اړتیا نشته.
4. ګټې:
د H-ډول المونیم تار کلپونه یوازې 6 مشخصاتو ته اړتیا لري، کوم چې کولی شي د 16 څخه تر 240mm2 پورې د ټولو المونیم او مسو تارونو د کریمپ کولو کارول پوره کړي.
د بریښنا د لینونو د قطع کیدو له امله رامینځته شوي د بریښنا بندیدو پیښو مخه ونیسئ ، او د بریښنا رسولو "کوچني بریښنا رسولو" ضایع کم کړئ.
د غوښتنلیک مشخصات ساده شوي، او د هارډویر موادو چمتو کول اسانه دي.
په کرښه کې د بریښنا ضایع کم کړئ.
د عملیاتو او ساتنې لګښتونه کم کړئ.
اوږد ژوند او ښه پایښت.
د محصول توضیحات
محصولات ریښتیني شاټ
د تولید ورکشاپ یوه کونج


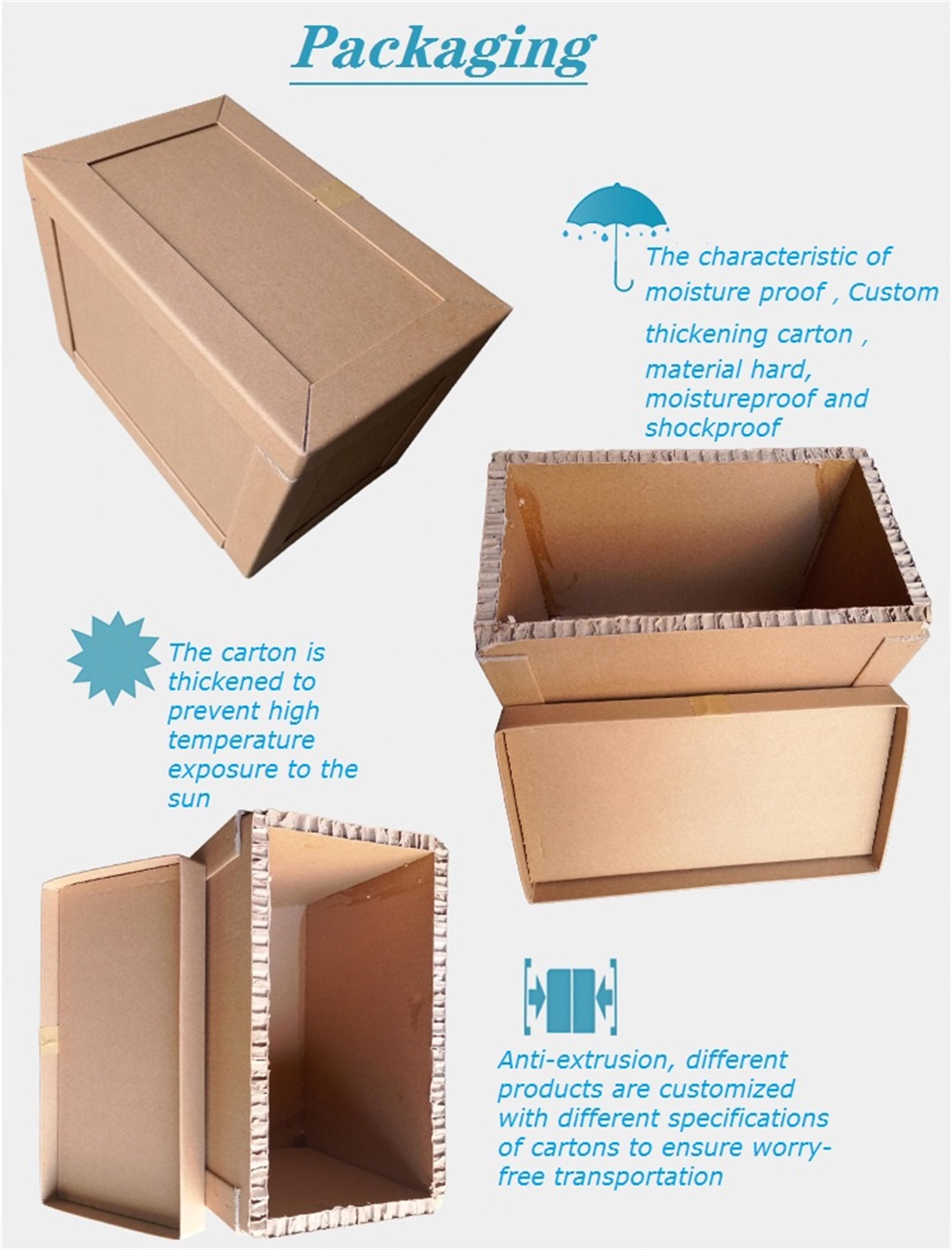
د محصول بسته بندي
د محصول غوښتنلیک قضیه