NY 185-800mm² ਤਾਪ-ਰੋਧਕ ਅਲਮੀਨੀਅਮ ਅਲਾਏ ਸਟ੍ਰੈਂਡਡ ਤਾਰ ਲਈ ਟੈਂਸ਼ਨ ਕਲੈਂਪ













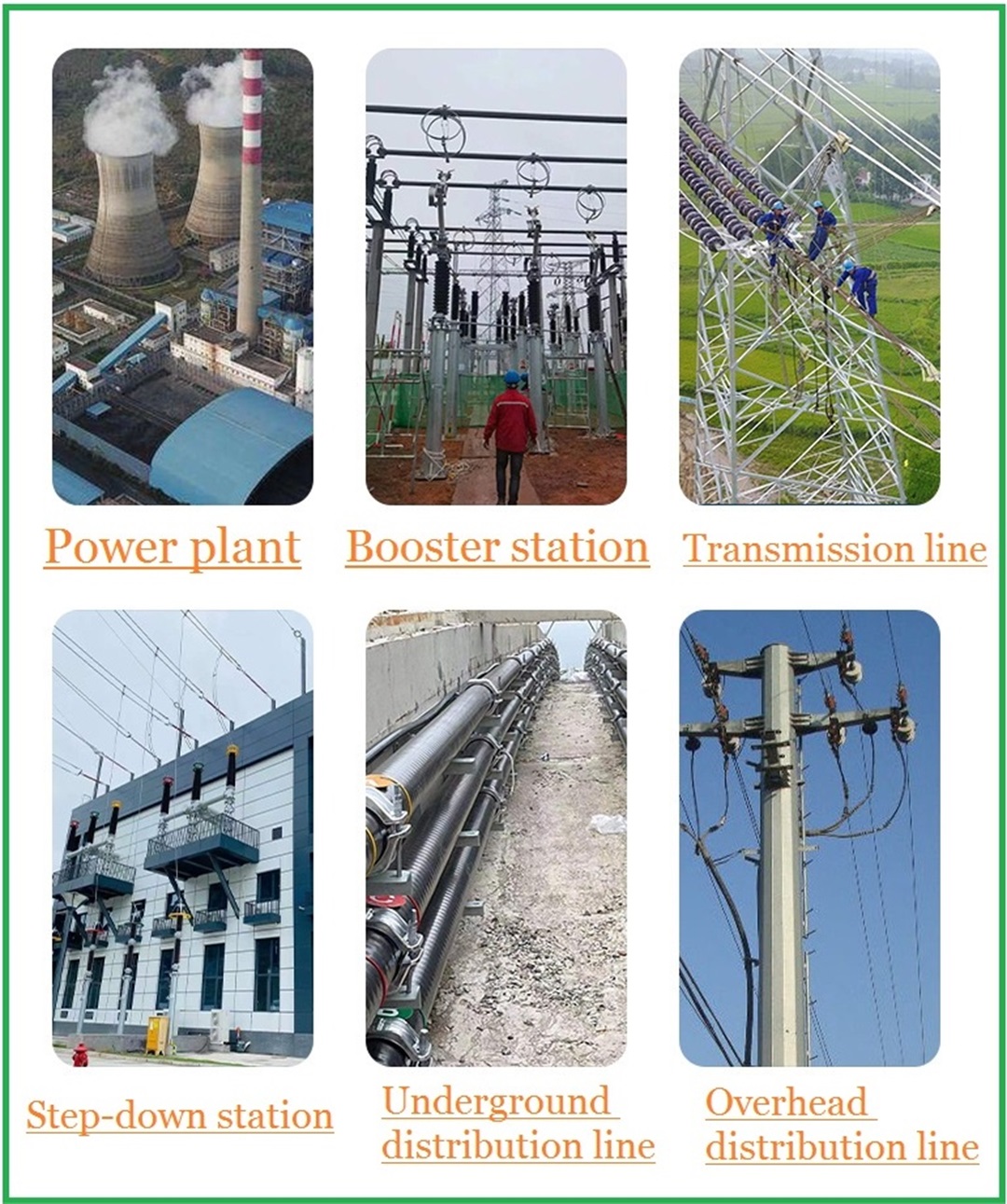
ਟੈਂਸ਼ਨ ਕਲੈਂਪਸ ਮੁੱਖ ਤੌਰ 'ਤੇ ਓਵਰਹੈੱਡ ਪਾਵਰ ਲਾਈਨਾਂ ਜਾਂ ਸਬਸਟੇਸ਼ਨਾਂ ਵਿੱਚ ਕੰਡਕਟਰਾਂ ਅਤੇ ਬਿਜਲੀ ਦੇ ਕੰਡਕਟਰਾਂ ਨੂੰ ਠੀਕ ਕਰਨ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਕਨੈਕਟਿੰਗ ਹਾਰਡਵੇਅਰ ਦੁਆਰਾ ਤਣਾਅ ਇੰਸੂਲੇਟਰਾਂ ਨਾਲ ਜੋੜਦੇ ਹਨ, ਜਾਂ ਲਾਈਟਨਿੰਗ ਅਰੈਸਟਰਾਂ ਨੂੰ ਟਾਵਰਾਂ ਨਾਲ ਜੋੜਦੇ ਹਨ।ਵੱਖ-ਵੱਖ ਢਾਂਚੇ ਅਤੇ ਇੰਸਟਾਲੇਸ਼ਨ ਵਿਧੀ ਦੇ ਅਨੁਸਾਰ, ਇਸਨੂੰ ਚਾਰ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ: ਬੋਲਟ ਕਿਸਮ, ਕੰਪਰੈਸ਼ਨ ਕਿਸਮ ਅਤੇ ਪਾੜਾ ਦੀ ਕਿਸਮ, ਅਤੇ ਪ੍ਰੀ-ਟਵਿਸਟਡ ਕਿਸਮ।
NY ਟੈਂਸ਼ਨ ਕਲੈਂਪ (ਹਾਈਡ੍ਰੌਲਿਕ ਕਿਸਮ, ਸਟੀਲ ਐਂਕਰ ਵੈਲਡਿੰਗ) ਮੁੱਖ ਤੌਰ 'ਤੇ ਤਾਰ ਦੇ ਤਣਾਅ ਨੂੰ ਸਹਿਣ ਕਰਨ ਲਈ ਤਾਰ ਨੂੰ ਠੀਕ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਤਾਰ ਨੂੰ ਟੈਂਸ਼ਨ ਸਤਰ ਜਾਂ ਟਾਵਰ 'ਤੇ ਹਾਰਡਵੇਅਰ ਨਾਲ ਲਟਕਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਉਤਪਾਦ ਵਰਣਨ
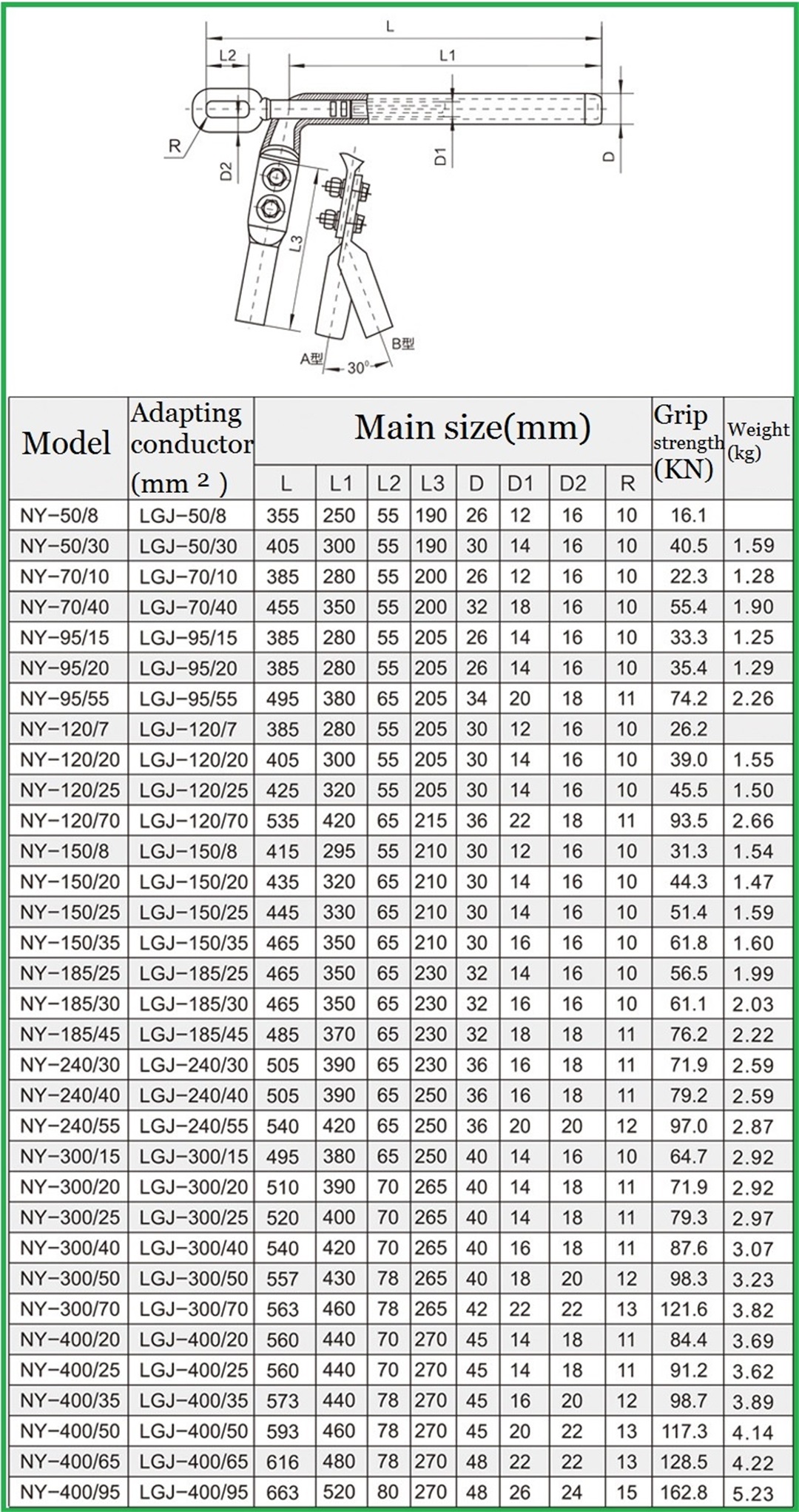
ਤਕਨੀਕੀ ਮਾਪਦੰਡ

ਉਤਪਾਦ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਸਥਾਪਨਾ ਦੇ ਮਾਮਲੇ
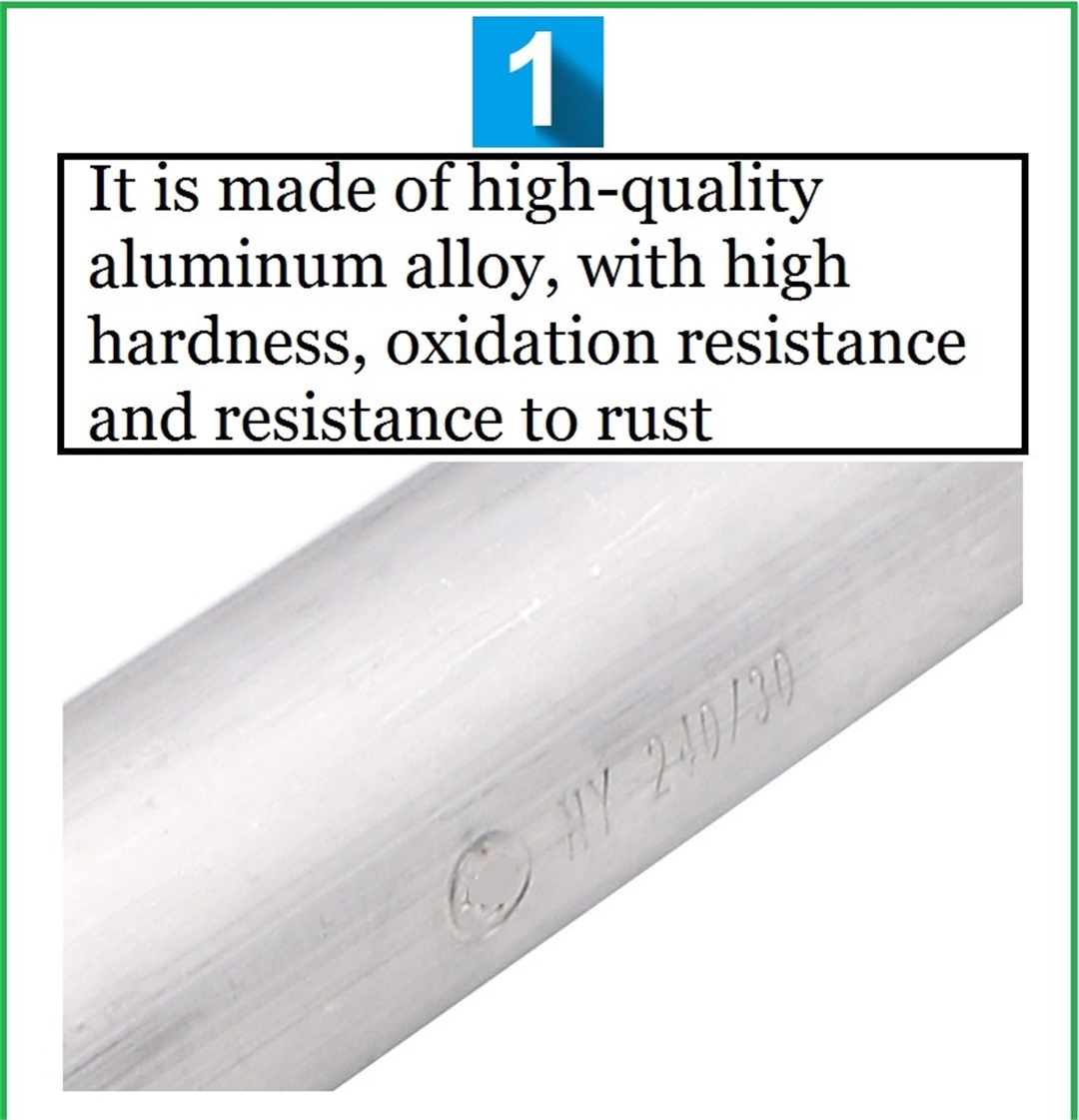
ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
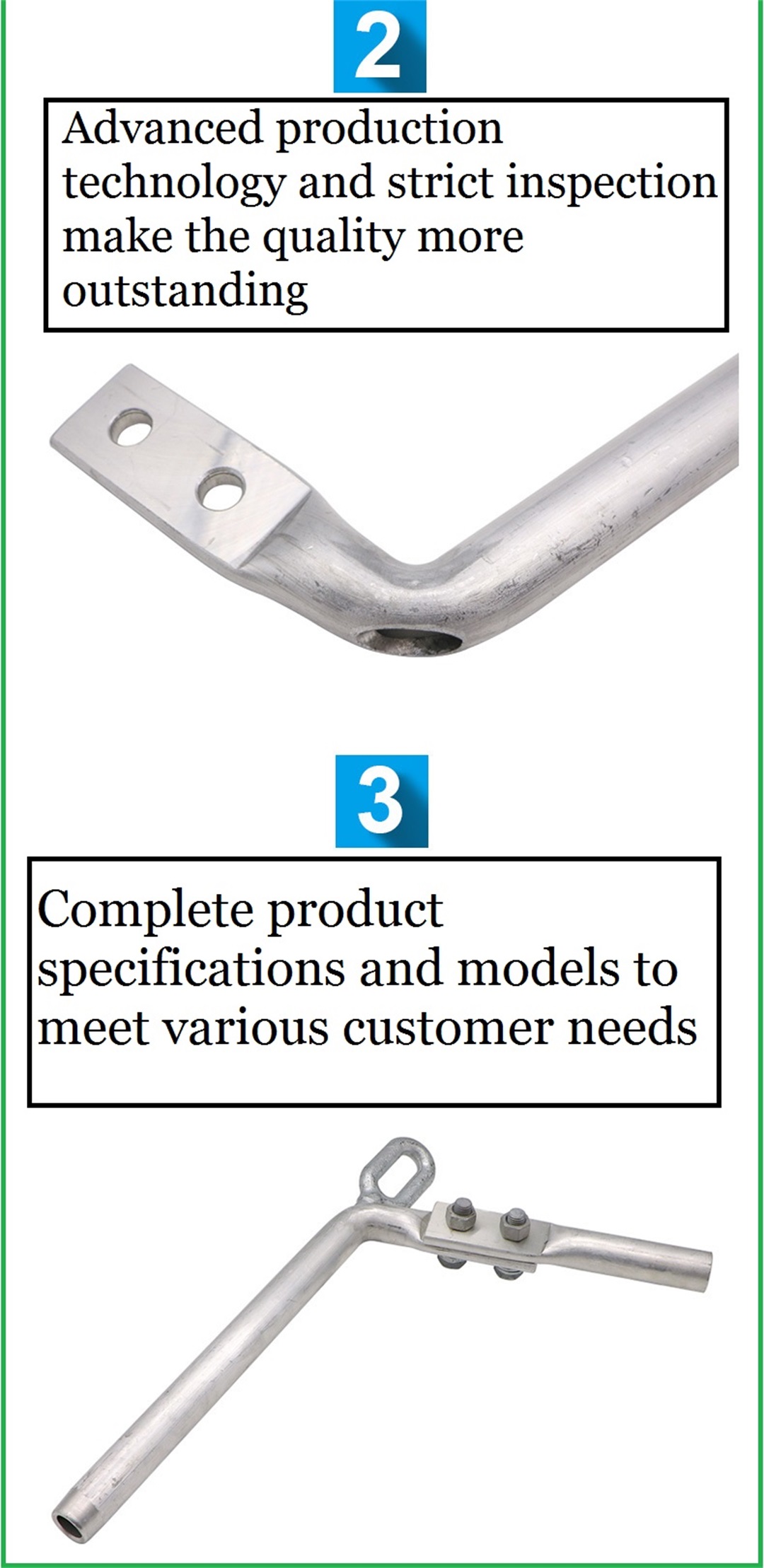
aਕਲਿੱਪ ਬਾਡੀ ਉੱਚ-ਤਾਕਤ ਅਲਮੀਨੀਅਮ ਸਟੀਲ ਸਮੱਗਰੀ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ।
ਬੀ.ਦਿੱਖ ਨਿਰਵਿਘਨ ਹੈ ਅਤੇ ਸੇਵਾ ਦੀ ਉਮਰ ਲੰਬੀ ਹੈ.
c.ਇੰਸਟਾਲ ਅਤੇ ਵਰਤਣ ਲਈ ਆਸਾਨ.
d.ਕੋਈ ਹਿਸਟਰੇਸਿਸ ਨੁਕਸਾਨ ਨਹੀਂ ਹੈ, ਅਤੇ ਇਹ ਇੱਕ ਘੱਟ-ਕਾਰਬਨ, ਊਰਜਾ-ਬਚਤ ਪ੍ਰਮਾਣਿਤ ਉਤਪਾਦ ਹੈ।
ਇੰਸਟਾਲੇਸ਼ਨ ਮਾਮਲੇ:
1. ਤਾਰ ਦੇ ਇੱਕ ਸਿਰੇ ਨੂੰ ਲਗਭਗ 1 ਮੀਟਰ ਲਈ ਸਾਫ਼ ਕਰੋ ਅਤੇ ਕੰਡਕਟਿਵ ਗਰੀਸ ਲਗਾਓ।
2. ਸਾਫ਼ ਕੀਤੀ ਅਲਮੀਨੀਅਮ ਟਿਊਬ (ਬਾਹਰੀ ਵਿਆਸ D) ਨੂੰ ਤਾਰ ਦੇ ਸਿਰੇ ਵਿੱਚ ਪਾਓ ਅਤੇ ਇਸਨੂੰ ਤਾਰ ਦੇ ਸਿਰੇ ਤੋਂ 1 ਮੀਟਰ ਦੂਰ ਖਿੱਚੋ।3. ਸਟੀਲ ਐਂਕਰ ਦੇ ਅਗਲੇ ਸਿਰੇ ਵਾਲੀ ਟਿਊਬ ਦੇ ਆਕਾਰ l 2 ਨੂੰ ਮਾਪਣ ਲਈ ਇੱਕ ਵਰਨੀਅਰ ਕੈਲੀਪਰ ਜਾਂ ਇੱਕ ਟੇਪ ਮਾਪ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਤਾਰ ਦੇ ਸਿਰੇ O ਤੋਂ ਉਤਾਰੇ ਜਾਣ ਵਾਲੇ ਸਟੀਲ ਕੋਰ ਦੀ ਲੰਬਾਈ ਨੂੰ ਮਾਪੋ ON= l 2 + Δl mm (Δl 15mm ਹੈ), ਇੱਕ ਨਿਸ਼ਾਨ ਬਣਾਉ, ਅਤੇ ਇਸ ਨੂੰ ਨਿਸ਼ਾਨ ਤੋਂ 20mm ਦੀ ਦੂਰੀ 'ਤੇ ਬੰਨ੍ਹੋ, ਨਵੀਂ ਬੰਨ੍ਹੀ ਹੋਈ ਤਾਰ P. 4 ਲਓ. ਓ ਦੇ ਸਿਰੇ 'ਤੇ ਐਲੂਮੀਨੀਅਮ ਸਟ੍ਰੈਂਡ ਦੇ ਇੱਕ ਭਾਗ ਨੂੰ ਖੋਲ੍ਹੋ, ਅਤੇ ਐਕਸਪੋਜ਼ਡ ਸਟੀਲ ਕੋਰ ਸਿਰੇ ਨੂੰ ਇੱਕ ਨਾਲ ਬੰਨ੍ਹੋ। ਬਾਈਡਿੰਗ ਤਾਰ.ਫਿਰ N ਨਿਸ਼ਾਨ 'ਤੇ ਬਾਹਰੀ ਅਤੇ ਵਿਚਕਾਰਲੀ ਅਲਮੀਨੀਅਮ ਦੀਆਂ ਤਾਰਾਂ ਨੂੰ ਕੱਟਣ ਲਈ ਕਟਰ (ਜਾਂ ਅਲਮੀਨੀਅਮ ਤਾਰ ਸਟ੍ਰਿਪਰ) ਦੀ ਵਰਤੋਂ ਕਰੋ। ਅੰਦਰੂਨੀ ਅਲਮੀਨੀਅਮ ਦੀਆਂ ਤਾਰਾਂ ਨੂੰ ਕੱਟਣ ਵੇਲੇ, ਹਰੇਕ ਸਟ੍ਰੈਂਡ ਦੇ ਵਿਆਸ ਦੇ ਸਿਰਫ 3/4 ਤੱਕ ਕੱਟੋ, ਅਤੇ ਫਿਰ ਅਲਮੀਨੀਅਮ ਦੀਆਂ ਤਾਰਾਂ ਨੂੰ ਤੋੜੋ। ਇੱਕ ਦੁਆਰਾ.ਅਲਮੀਨੀਅਮ ਦੀ ਤਾਰ ਨੂੰ ਉਤਾਰਨ ਵੇਲੇ, ਸਟੀਲ ਕੋਰ ਨੂੰ ਡੰਗਣ ਦੀ ਸਖਤ ਮਨਾਹੀ ਹੈ।)
5. ਸਟੀਲ ਐਂਕਰ ਨੂੰ ਕੱਟੋ
A. ਸਟੀਲ ਪਾਈਪ ਡਾਈ "Cd#" ਚੁਣੋ ਜੋ ਸਟੀਲ ਐਂਕਰ ਦੇ ਬਾਹਰੀ ਵਿਆਸ d ਨਾਲ ਇਕਸਾਰ ਹੋਵੇ।ਸਬਸਟੇਸ਼ਨ ਵਿੱਚ NY ਟੈਂਸ਼ਨ ਕਲੈਂਪ ਲਈ ਇੰਸਟਾਲੇਸ਼ਨ ਨਿਰਦੇਸ਼ਾਂ ਨੂੰ ਇਹ ਤਸਦੀਕ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਹੈਕਸਾਗੋਨਲ ਡਾਈ ਦਾ ਵਿਕਰਣ ਕੋਣ dmm ਹੈ;
B. ਸਟੀਲ ਨੂੰ ਦਬਾਓ ਕੋਰ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਇਸਨੂੰ ਸਟੀਲ ਕੋਰ ਦੀ ਸਟ੍ਰੈਂਡਿੰਗ ਦਿਸ਼ਾ ਦੇ ਨਾਲ ਸਟੀਲ ਐਂਕਰ ਦੇ ਹੇਠਾਂ ਘੁੰਮਾਓ ਅਤੇ ਪਾਓ, ਅਤੇ
ਸਟੀਲ ਐਂਕਰ ਦਾ ਅੰਤ ਲਗਭਗ 15mm ਦੀ ਲੰਬਾਈ ਦੇ ਨਾਲ ਸਟੀਲ ਕੋਰ ਦਾ ਪਰਦਾਫਾਸ਼ ਕਰਦਾ ਹੈ;ਇਸ ਸਮੇਂ, ਦੋਵੇਂ ਪਾਸੇ ਤਾਰਾਂ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ
ਸਟੀਲ ਐਂਕਰ ਦੇ ਨਾਲ ਹਰੀਜੱਟਲ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਦੇ ਧੁਰੇ ਦੇ ਨਾਲ ਇਕਸਾਰ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਜੋ ਸੰਕੁਚਿਤ ਹੋਣ ਤੋਂ ਬਾਅਦ ਪਾਈਪ ਦੇ ਸੰਭਾਵਿਤ ਮੋੜ ਨੂੰ ਘਟਾਇਆ ਜਾ ਸਕੇ।
D. ਸਟੀਲ ਐਂਕਰ ਦੇ ਅਗਲੇ ਸਿਰੇ ਵਾਲੀ ਪਾਈਪ ਨੂੰ ਕੱਟੋ।ਕ੍ਰਿਪਿੰਗ ਦੀ ਦਿਸ਼ਾ ਪਾਈਪ ਦੀ ਨਾਰੀ ਤੋਂ ਪਾਈਪ ਦੇ ਮੂੰਹ ਤੱਕ ਹੁੰਦੀ ਹੈ।ਦਬਾਅ ਲਾਗੂ ਕਰਦੇ ਸਮੇਂ, ਦੋ ਨਾਲ ਲੱਗਦੇ ਮੋਲਡ
ਘੱਟੋ-ਘੱਟ 5-10mm ਨੂੰ ਓਵਰਲੈਪ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।ਇੱਕ ਰੈਗੂਲਰ ਹੈਕਸਾਗਨ ਵਿੱਚ ਕੰਪਰੈਸ਼ਨ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਰੈਗੂਲਰ ਹੈਕਸਾਗਨ ਦੇ ਉਲਟ ਪਾਸਿਆਂ ਵਿਚਕਾਰ ਦੂਰੀ S ਦੀ ਪੁਸ਼ਟੀ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।S ਦਾ ਮਨਜ਼ੂਰ ਮੁੱਲ ਹੈ: S=(0.866*0.993d)+0.2।ਮੋਲਡਿੰਗ ਤੋਂ ਬਾਅਦ, ਦਬਾਉਣ ਤੋਂ ਬਾਅਦ ਉਲਟ ਪਾਸੇ ਦੀ ਦੂਰੀ ਦੇ ਆਕਾਰ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਇੱਕ ਸਟੈਂਡਰਡ ਕੈਲੀਪਰ ਦੀ ਵਰਤੋਂ ਕਰੋ।(ਨੋਟ: ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਪ ਦਾ ਅਸਲ ਦਬਾਅ 80Mp ਤੋਂ ਘੱਟ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਜਦੋਂ ਦਬਾਅ ਨਿਰਧਾਰਤ ਮੁੱਲ ਤੱਕ ਪਹੁੰਚਦਾ ਹੈ, ਤਾਂ ਇਸਨੂੰ 3-5s ਲਈ ਬਣਾਈ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ)।ਸਟੈਂਡਰਡ ਪੂਰਾ ਹੋਣ ਤੋਂ ਬਾਅਦ ਹੀ ਹਾਈਡ੍ਰੌਲਿਕ ਓਪਰੇਸ਼ਨ ਜਾਰੀ ਰੱਖੋ।

ਉਤਪਾਦ ਵੇਰਵੇ
ਉਤਪਾਦ ਅਸਲ ਸ਼ਾਟ

ਉਤਪਾਦਨ ਵਰਕਸ਼ਾਪ ਦਾ ਇੱਕ ਕੋਨਾ


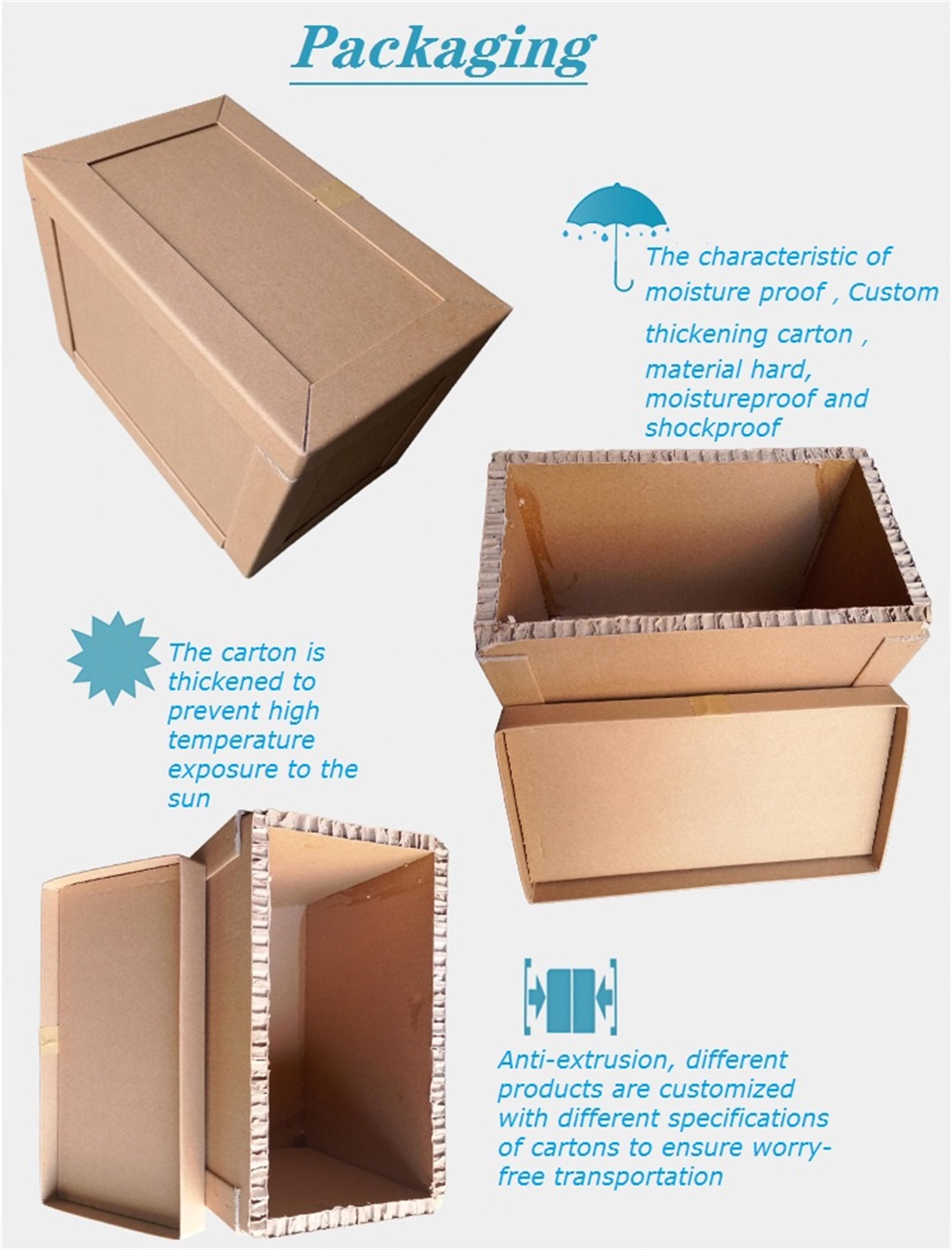
ਉਤਪਾਦ ਪੈਕਿੰਗ
ਉਤਪਾਦ ਐਪਲੀਕੇਸ਼ਨ ਕੇਸ