JH 16-240mm² 4.8-22.5mm H-प्रकार समानान्तर ग्रूभ तार क्ल्याम्प शाखा प्रकार केबल क्रिमिङ तार क्ल्याम्प















उत्पादन विवरण
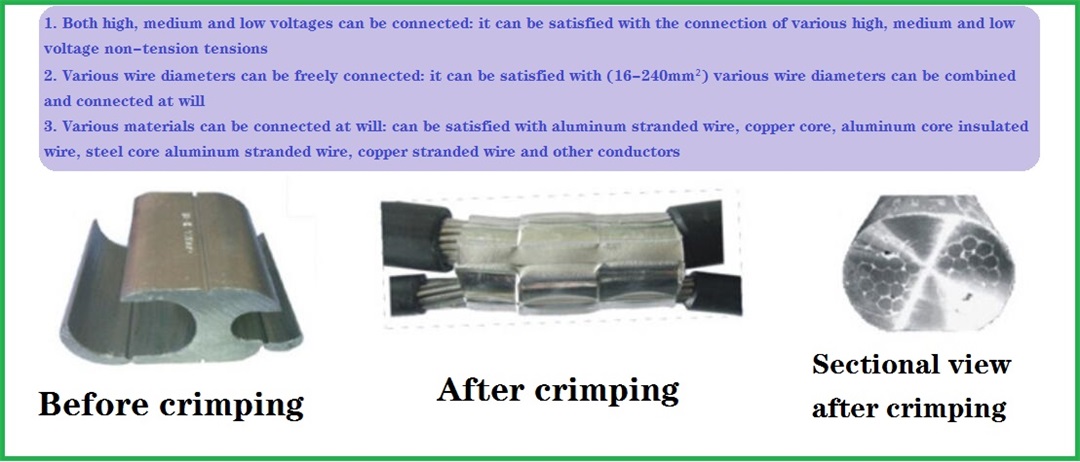
तार क्लिप एक प्रकारको साझा पावर फिटिंग हो, जसलाई दुई प्रकारमा विभाजन गरिएको छ: "पृथक गर्न सकिने" र "क्रिम्पिङ (कम्प्रेसन)"।छुट्याउन मिल्ने प्रकारहरूमा समानान्तर ग्रूभ क्लिपहरू, वेज क्लिपहरू, इत्यादि समावेश छन्। हाल, विभिन्न बोल्टहरू र ग्रुभ्ड तार क्ल्याम्पहरू अझै पनि व्यापक रूपमा प्रयोग गरिन्छ, र वेज-आकारको तार क्ल्याम्पहरू पनि द्रुत रूपमा विस्तार गरिएका छन्।छुट्याउन सकिने प्रकारको विशेषता यो हो कि यसलाई अलग गर्न सकिन्छ र फेरि प्रयोग गर्न सकिन्छ।यस प्रकारका अधिकांश क्ल्याम्पहरू प्लाईवुडबाट बनेका हुन्छन्, र जडान बोल्टको कडा दबाबद्वारा पूरा हुन्छ।जडान गर्दा, क्लिप र तार बीचको सम्पर्क सतह सानो छ, र प्रत्येक बोल्टको कस्ने बल औसत गर्न सकिँदैन।त्यसकारण, सामान्यतया, बोल्ट क्लिपको प्रतिरोध कम्प्रेसन क्लिपको भन्दा उच्च छ।उदाहरणका लागि: 240mm² क्रस-सेक्शन तार, तार प्रतिरोध 64.50 microohms छ, बोल्ट क्लिपको प्रतिरोध 50.40 microohms छ, र कम्प्रेसन प्रकार क्लिप 24.20 microohms मात्र छ।परीक्षणहरूले देखाएको छ कि बोल्टको दबाब जति सानो हुन्छ, प्रतिरोध उति ठूलो हुन्छ।त्यसकारण, दुई-बोल्ट क्ल्याम्पहरू, तीन-बोल्ट क्ल्याम्पहरू र कम्तिमा दुई बोल्टहरू र ग्रूभ क्ल्याम्पहरू समानान्तर ग्रूभ क्ल्याम्पहरूमा श्रृंखलामा प्रयोग गरिन्छ।यो किनभने बोल्ट दबाव बढ्छ, सम्पर्क सतह बढ्छ, र सम्पर्क प्रतिरोध कम हुन्छ।।अर्को कम्प्रेसन प्रकार क्ल्याम्प हो, जसमा C-type, H-type, आदि समावेश छ, जसलाई क्ल्याम्प र केबललाई एकमा थिच्न हाइड्रोलिक चिमटाको प्रयोगद्वारा विशेषता गरिन्छ, फलस्वरूप, क्ल्याम्प बीचको सम्पर्क दर। र केबल असीमित रूपमा बढ्छ, विद्युतीय प्रदर्शन अत्यन्तै स्थिर छ।सामान्यतया, सम्पर्क प्रतिरोध केवल तार प्रतिरोध को 40% को बारे मा छ।बेफाइदा यो हो कि यो स्थापना पछि अलग गर्न सकिँदैन, र क्लिप पुन: प्रयोग गर्न सकिँदैन।H-प्रकार क्ल्याम्पहरू प्रयोग गर्नको लागि सबैभन्दा सुविधाजनक छन्, विशेष गरी शाखा लाइनहरू T-जडान र प्रविष्टि र प्रविष्टि लाइनहरू बनाउँदा।
एच-प्रकार क्लिपहरू जम्पर तारहरू, शाखा तारहरू, सीसा तारहरू, घरेलु तारहरू, र ओभरहेड उच्च-भोल्टेज र कम-भोल्टेज पावर लाइन टावरहरूको घर प्रविष्टि तारहरूको क्रिमिङ जडानको लागि उपयुक्त छन्।H-प्रकारको एल्युमिनियम क्रिमिङ आस्तीन शुद्ध एल्युमिनियमबाट बनेको हुन्छ, र तार हुक एन्टि-अक्सिडेटिभ सुरक्षात्मक तेलले भरिएको हुन्छ।यो एल्युमिनियम कन्डक्टर र एल्युमिनियम कन्डक्टर, र एल्युमिनियम कन्डक्टर र तामा कन्डक्टर बीच जडान crimping लागि उपयुक्त छ।राम्रो, समान वर्तमान वितरण, कम तापमान वृद्धि, ऊर्जा बचत र यति।


उत्पादन सुविधाहरू र प्रयोग दायरा
H-प्रकार क्लिप सुविधाहरू:
1. प्रतिरोध मान सानो छ, ऊर्जा बचत।
2. तापमान वृद्धि सानो छ र विफलता कम छ।
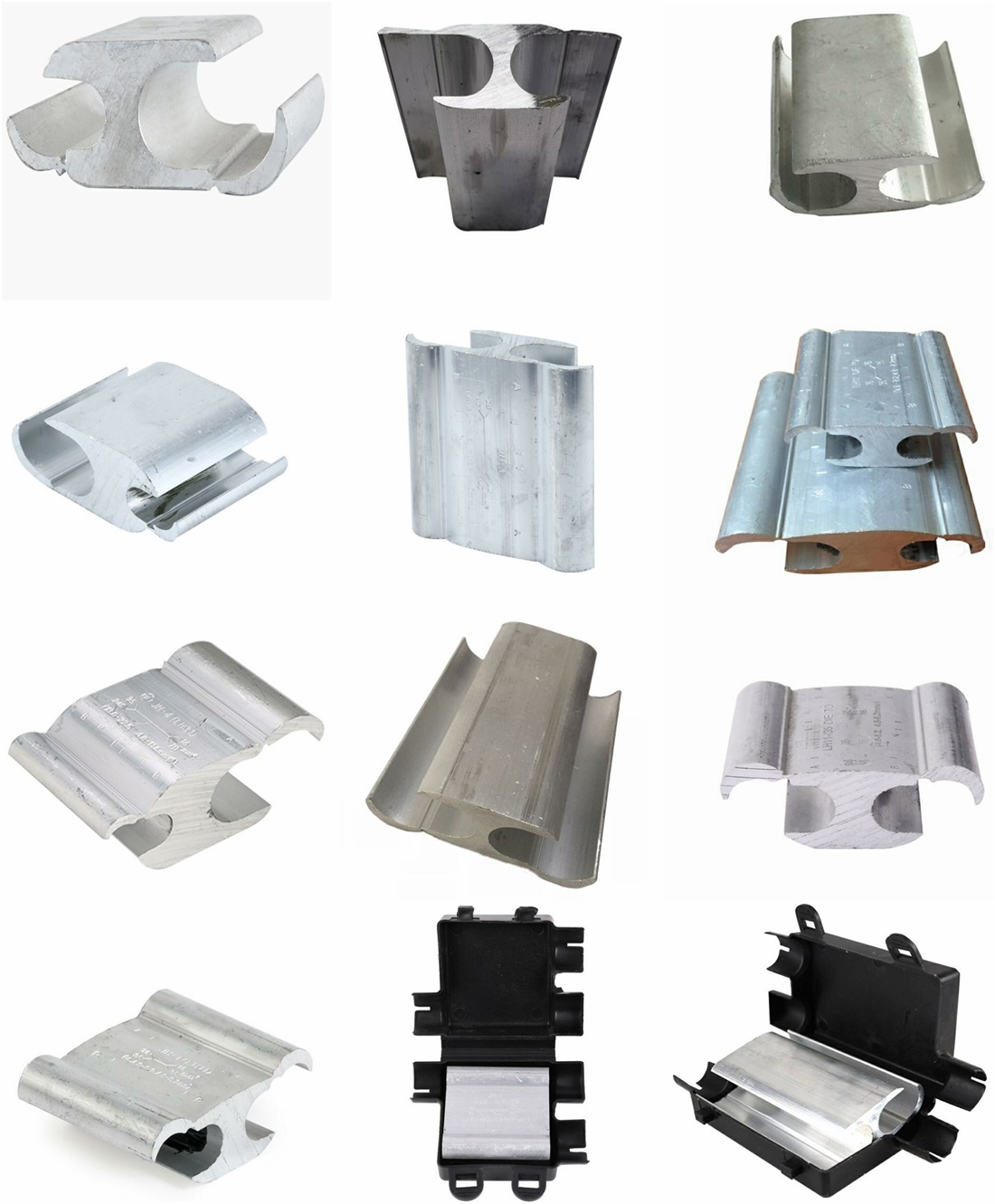
3. पूर्ण विनिर्देशहरू र व्यापक आवेदन।
4. दबाव मानक र गुणस्तर एकीकृत छन्।
5. निर्माण सूची, सुरक्षित र सुविधाजनक।
H-प्रकार क्लिपहरूको फाइदाहरू:
H-प्रकार केबल क्ल्याम्प विदेशी देशहरूमा अपेक्षाकृत नयाँ र सुधारिएको केबल क्ल्याम्प हो।यसको प्रयोगमा धेरै वर्षको परिपक्व अनुभव छ।सबै भन्दा पहिले, जडान सुरक्षित र भरपर्दो छ।एल्युमिनियम तारहरू बीच धेरै तार जडानहरू बनाइएको हुनाले, यो H-clamp को ठ्याक्कै फाइदा हो।H-प्रकार क्लिप एल्युमिनियममा आधारित छ, जुन एल्युमिनियम तारको सामग्री जस्तै छ।12 टन को दबाब एकदम सही छ, र यो क्रिमिंग पछि एकीकृत हुन्छ, त्यसैले तापक्रम परिवर्तन हुँदा पनि, त्यहाँ कुनै ढिलो हुनेछैन।
H-clamp को प्रयोग:
1. क्रिमिङको लागि हाइड्रोलिक चिमटा प्रयोग गर्नुहोस्, र सम्बन्धित क्ल्याम्प साइजको साथ डाइ स्थापना गर्नुहोस्।
२. बाहिरी अक्साइड तह हटाउनको लागि एल्युमिनियमको तार वा स्टिल-कोर्ड एल्युमिनियमको तारको टुक्रा टुक्रा भागलाई हल्का रूपमा पुछ्नको लागि तारको ब्रश प्रयोग गर्नुहोस्।
3. बि-ग्रुभमा जडान बिच्छेद हुँदा उही क्रस-सेक्शनको माध्यमिक कन्डक्टर वा कन्डक्टर घुसाउनुहोस्, र आफ्नो औंलाले B-ग्रुभको छेउको पखेटालाई तल थिच्नुहोस्।
4. A-लाइन ग्रूभमा मुख्य लिड घुसाउनुहोस् र आफ्नो औंलाले A-लाइन ग्रूभको साइड फिन्स तल थिच्नुहोस्।
5. डाइसँग जडान गरिएको हाइड्रोलिक चिमटालाई क्रिमिङ मार्कमा राख्नुहोस् ||A||तार क्ल्याम्पको, र ग्रिडहरूको संख्या अनुसार क्रिमिङ प्रदर्शन गर्नुहोस्।
6. हाइड्रोलिक चिमटाहरू प्रत्येक क्रिमिङको समयमा दबाब जारी गर्न पूर्ण रूपमा आउटपुट हुनुपर्छ, र क्रिमिङ पूरा भयो।
7. ग्रिडको संख्या अनुसार सबै क्रिमिङ पूरा भएपछि, हाइड्रोलिक क्ल्याम्प हटाउनुहोस्।
8. यदि यो एक इन्सुलेटेड तार हो भने, खुला क्रोम-जिंक एसिड पेस्टलाई पुछ्नुहोस्, र इन्सुलेशन पूरा गर्न उच्च-भोल्टेज इन्सुलेट स्व-घुलन्ने टेपले बेर्नुहोस्।त्यसपछि UV-प्रूफ टेप राम्ररी बेरिएको छ, र सम्पूर्ण प्रक्रिया पूरा भयो।वा तारको क्लिपलाई इन्सुलेट कभरले छोप्नुहोस्, टाँस्नुहोस्, र इन्सुलेशन पूरा गर्न उच्च-भोल्टेज इन्सुलेट स्व-घुलन्ने टेपले आउटलेटलाई बेर्नुहोस्।

उत्पादन निरीक्षण मानक
1. तन्य परीक्षण
मानक: IEEE IEEE खण्ड 5.2.1 STD837-1989 NEMA IEEE खण्ड 2.7, STD3-22-1972
कन्डक्टर क्रस सेक्शन न्यूनतम तनाव (KG)
१३-५४ १३६
६७-१०७ २२७
१२७-२५३ ४५४
GB/T 2317-2008 मानक अधिकतम तार तोड्ने बल भन्दा 10% मात्र ठूलो छ, र TEEE र NEMA मापदण्डहरू GB मानक भन्दा धेरै गुणा कडा छन्।
2. प्रतिरोध परीक्षण
मानक: NEMA2.6 खण्ड, STD3-22-1972, GB/T 2317-2008 क्रिम्ड क्लिपको प्रतिरोध दुई तारहरू भन्दा ठूलो हुनु हुँदैन, र प्रतिरोधको 110% योग्यको रूपमा लिइनेछ।
3. तापक्रम वृद्धि परीक्षण:
मानक: खण्ड NEMA2.5.2, STD5-28-1981, GB2317-2000 सेल्फ-क्रिम्पेड तार क्लिपको तापक्रम वृद्धि मूल्य दुई तारको उच्चतम तापक्रम वृद्धि मान भन्दा बढी हुनु हुँदैन।(विभिन्न तारको व्यास क्रिमिङ गर्दा, क्रिमिङ पोइन्टको तापक्रम सानो क्रस-सेक्शन तारको तापक्रमभन्दा कम हुनु हुँदैन) GB/T 2317-2008 ले एउटै प्रकारको तारको क्रस-सेक्शन तापमान मान मात्र तोक्छ, र विशेष आकारको तारको तापक्रम मानको कुनै मापन छैन।

उत्पादन लाभ र स्थापना निर्देशन
स्थापना नोट:
1. तारको प्रकार, तारको व्यास र क्रस-सेक्शन जाँच गर्नुहोस्, र उपयुक्त H-प्रकार क्रिमिङ क्ल्याम्प चयन गर्नुहोस्।
2. उपयुक्त क्रिमिङ उपकरणहरू र क्रिमिङ मोल्डहरू छनोट गर्न नबिर्सनुहोस्, र तार क्रिमिङ पार्ट्सहरू क्रिमिङ गर्नु अघि तार ब्रशले सफा गर्नुपर्छ।
3. तारहरू झुकाउने, स्ट्र्यान्डिङ, क्षति, आदिबाट बच्नको लागि व्यवस्थित गर्नुहोस्। तारको पुच्छर मर्मत गरिसकेपछि, यसलाई बाँध्न क्लिंकर टेप प्रयोग गर्नुहोस्।
4. क्रिमिङ क्ल्याम्प प्रकार ** क्रिमिङ डाइ क्रिमिङ उपकरणमा राख्नुहोस्।
5. तारलाई एच-टाइप क्रिमिङ क्लिपको उपयुक्त तार हुकमा राख्नुहोस्, क्लिपको बाहिरी तारको 20-30 मिमी छोड्नुहोस्, र तार ढाक्नको लागि एच-टाइप क्रिमिङ क्लिपको दुवै छेउमा साइड कभरहरू झुकाउनुहोस्।क्रिमिङ गरिसकेपछि तामाको तार आल्मुनियमको तारभन्दा मुनि रहेको कुरामा ध्यान दिनुपर्छ।
6. क्रिमिङ उपकरण प्रयोग गर्नुहोस्, दिशा पङ्क्तिबद्ध गर्नुहोस्, र बाहिरी बक्समा क्रिमिङ प्रक्रिया निर्देशनहरूलाई केन्द्रबाट दुई छेउमा अनुक्रममा थिच्नुहोस्, र उत्तम क्रिमिङ अनुक्रम र क्रिमिङ समयको संख्या अनुसार क्रिम गर्नुहोस्।यदि यसलाई तीन पटक वा बढी क्रिमिङ गर्न आवश्यक छ भने, यसलाई क्रमशः बीचबाट दुई छेउसम्म पूरा गर्न आवश्यक छ, र क्रिमिङ बायाँ देखि दायाँ देखि अन्त सम्म अनुक्रम मा प्रदर्शन गरिन्छ।
7. क्रिमिङ परिणामहरू दृश्यात्मक रूपमा निरीक्षण गर्नुहोस्।
8. इन्सुलेशन तार क्रिम गरिसकेपछि, यसलाई अझै पनि इन्सुलेट टेपले छोप्न आवश्यक छ।
H-प्रकार क्रिम्प क्ल्याम्प र परम्परागत क्ल्याम्पहरूको तुलना:
१. आवेदनको दायरा:
क्रिमेबल कन्डक्टरहरू: Cu-Al, Al-Al, Cu-Cu।
एउटै व्यास र विभिन्न व्यास को तार संग crimped गर्न सकिन्छ।
तार व्यास मानकीकृत छैन, यो पनि लागू गर्न सकिन्छ।
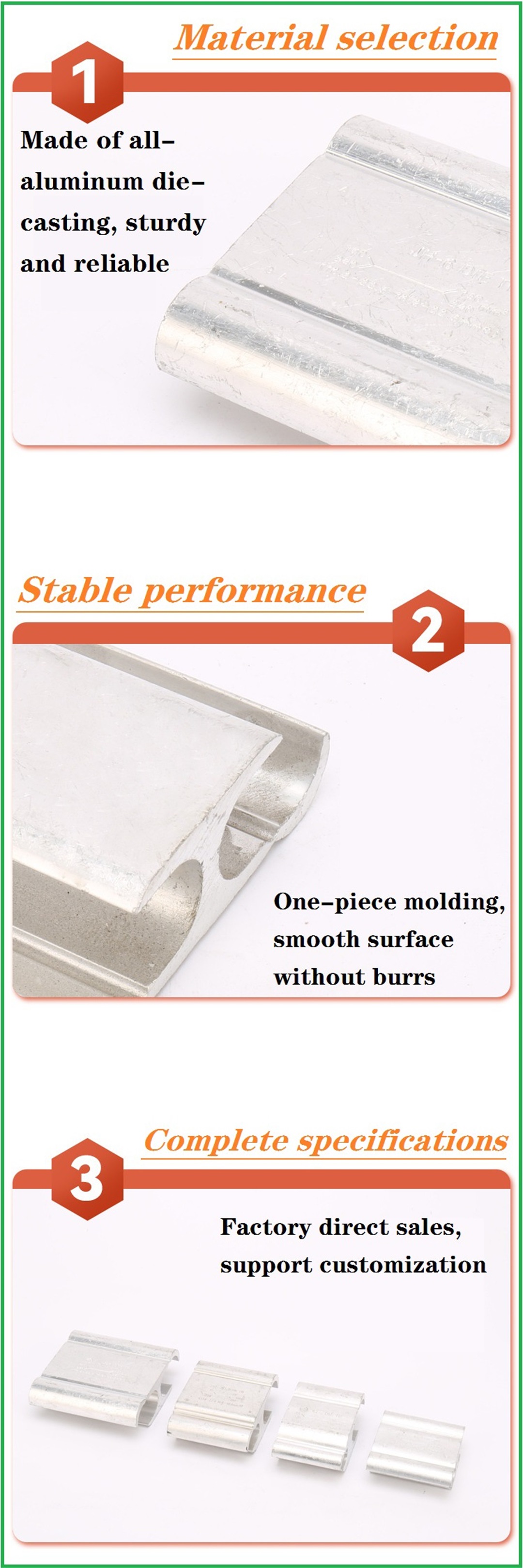
2. सामग्री र संरचनात्मक डिजाइन
सबै-इन-वन मोल्डिंग र विभिन्न लाइनहरूको व्यापक कभरेज।
राम्रो विद्युत चालकता, समान वर्तमान वितरण र कम तापमान वृद्धि।
कुनै जंग समस्या छैन।
3. निर्माण:
हल्का तौल (एच-टाइप क्ल्याम्पको समानान्तर ग्रूभ क्ल्याम्पको वजन अनुपात = 1:8.836)।
कम विशिष्टताहरू, बोक्न सजिलो, निर्माण कर्मचारीहरूको श्रम तीव्रता कम गर्नुहोस्।
कम निर्माण समय र सुविधाजनक प्रत्यक्ष कार्य।
निर्माण गुणस्तर (हाइड्रोलिक क्ल्याम्प)।
एन्टि-अक्सिडेटिभ सुरक्षात्मक तेल लागू गर्न आवश्यक छैन।
४. फाइदाहरू:
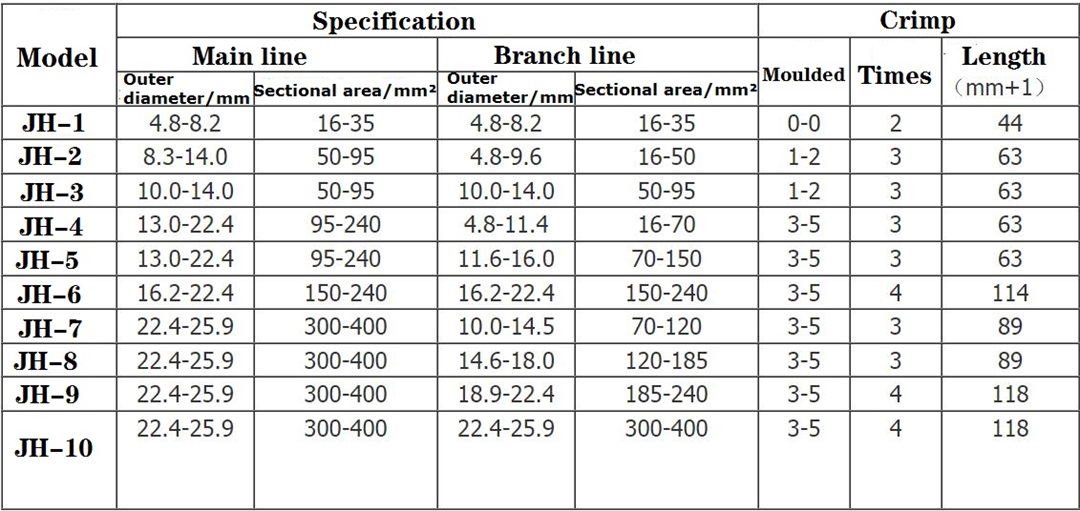
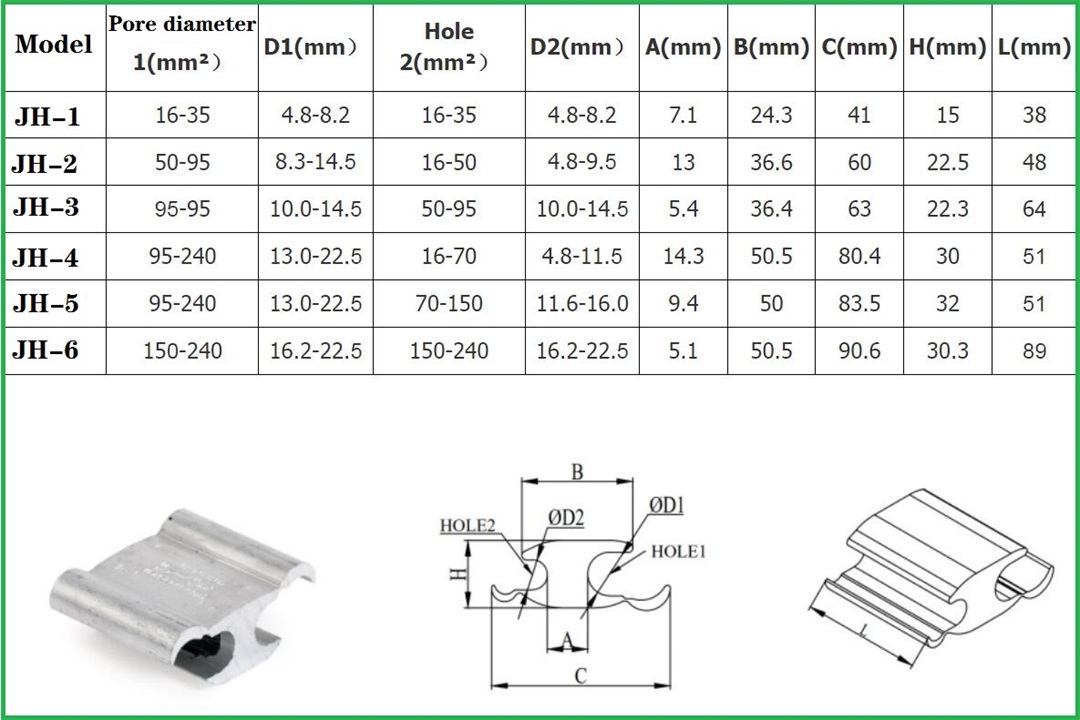
H-प्रकारको एल्युमिनियम तार क्लिपहरूलाई केवल 6 विशिष्टताहरू चाहिन्छ, जसले 16 देखि 240mm2 सम्म सबै एल्युमिनियम र तामाका तारहरूको क्रिमिङ प्रयोग पूरा गर्न सक्छ।
बिजुली लाइनहरूको जडान विच्छेदको कारणले हुने बिजुली आउटेज दुर्घटनाहरू रोक्नुहोस्, र विद्युत आपूर्तिको "सानो पावर सप्लाई" को हानि कम गर्नुहोस्।
अनुप्रयोग विशिष्टता सरलीकृत गरिएको छ, र हार्डवेयर सामग्रीको तयारी सुविधाजनक छ।
लाइनमा बिजुली हानि कम गर्नुहोस्।
सञ्चालन र मर्मत लागत घटाउनुहोस्।
लामो जीवन र राम्रो स्थायित्व।
उत्पादन विवरण
उत्पादनहरू वास्तविक शट
उत्पादन कार्यशाला को एक कुना


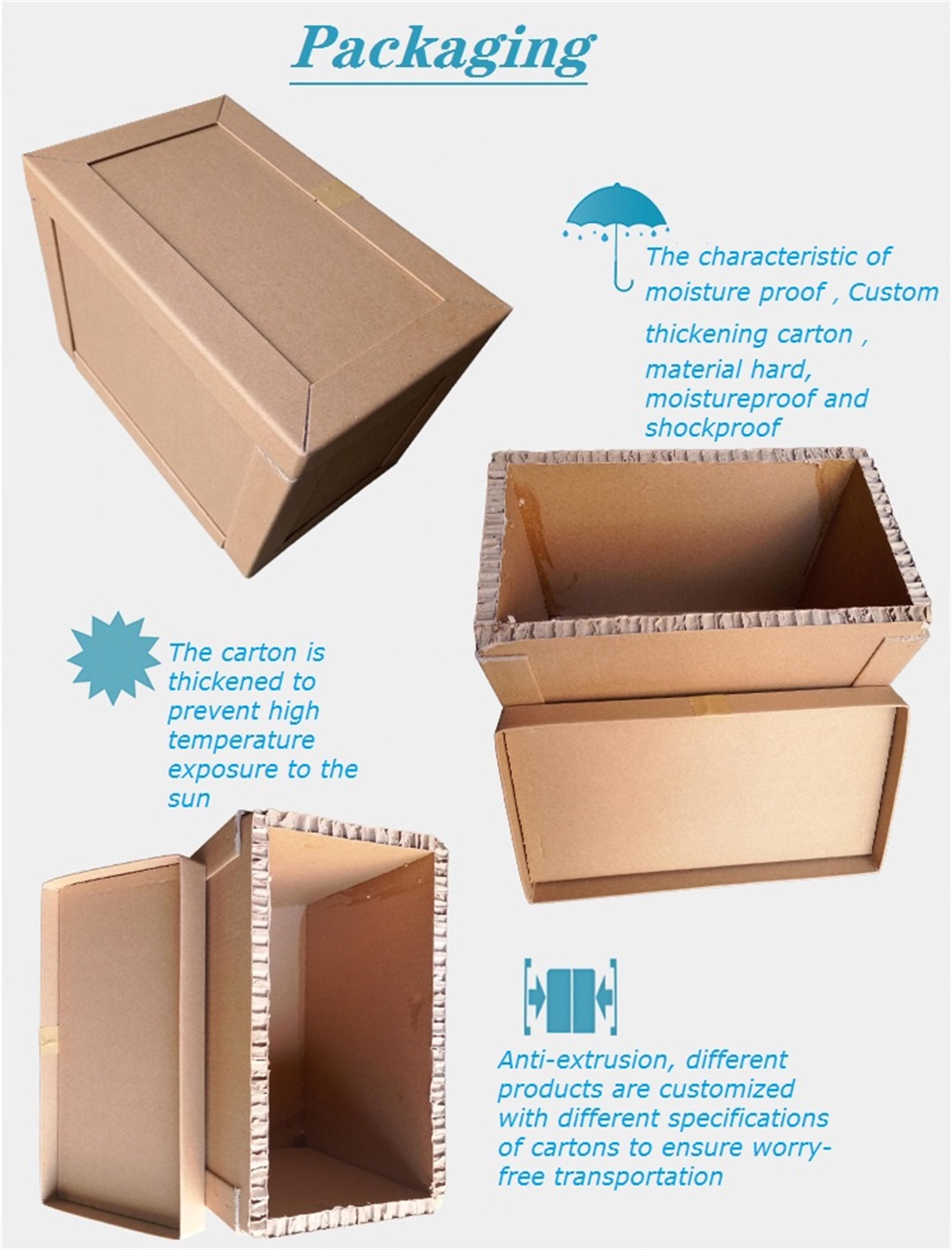
उत्पादन प्याकेजिङ्ग
उत्पादन आवेदन मामला