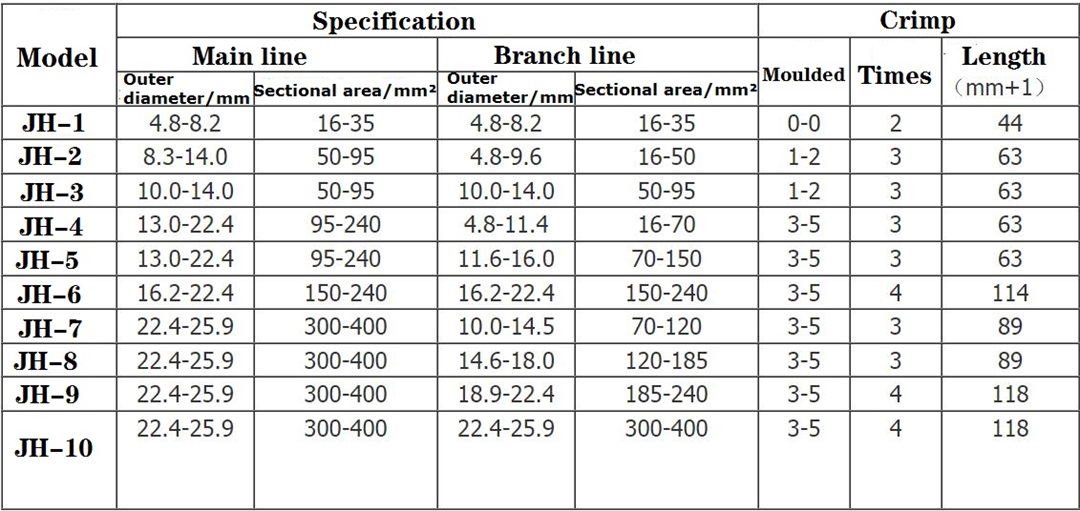
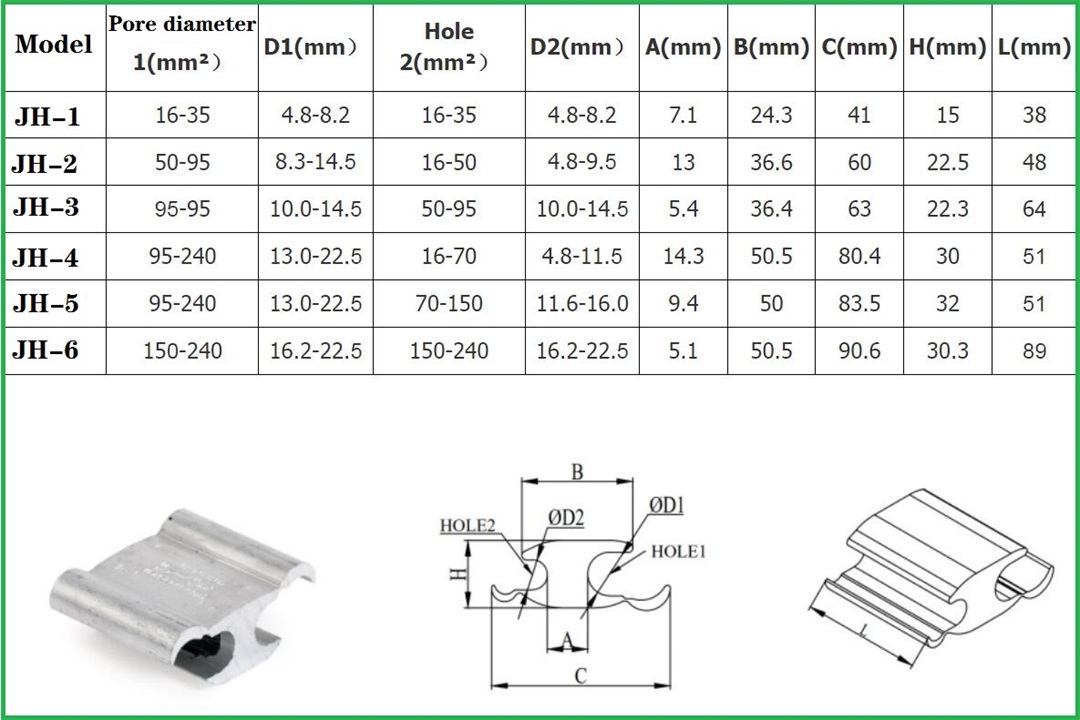
JH 16-240mm² 4,8-22,5mm H veida paralēlās rievas stieples skava atzarojuma tipa kabeļa presēšanas stieples skava















Produkta apraksts
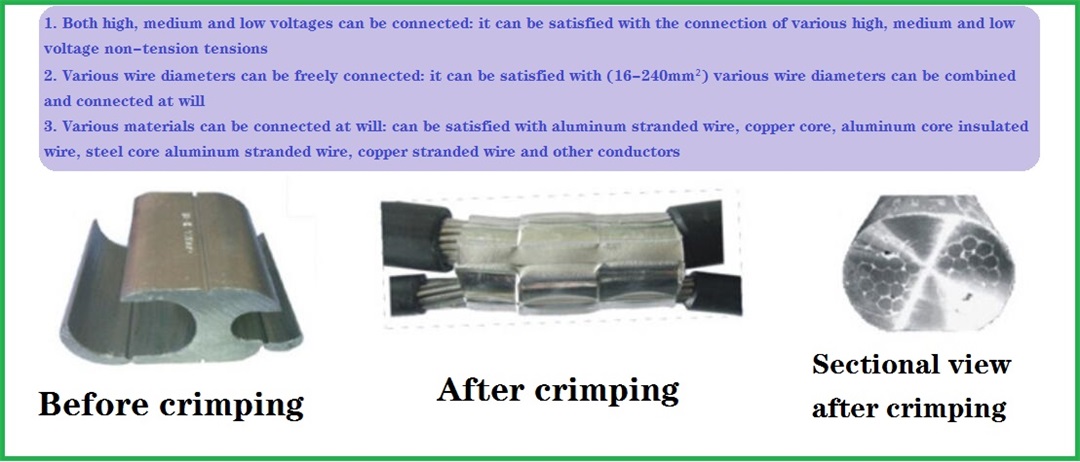
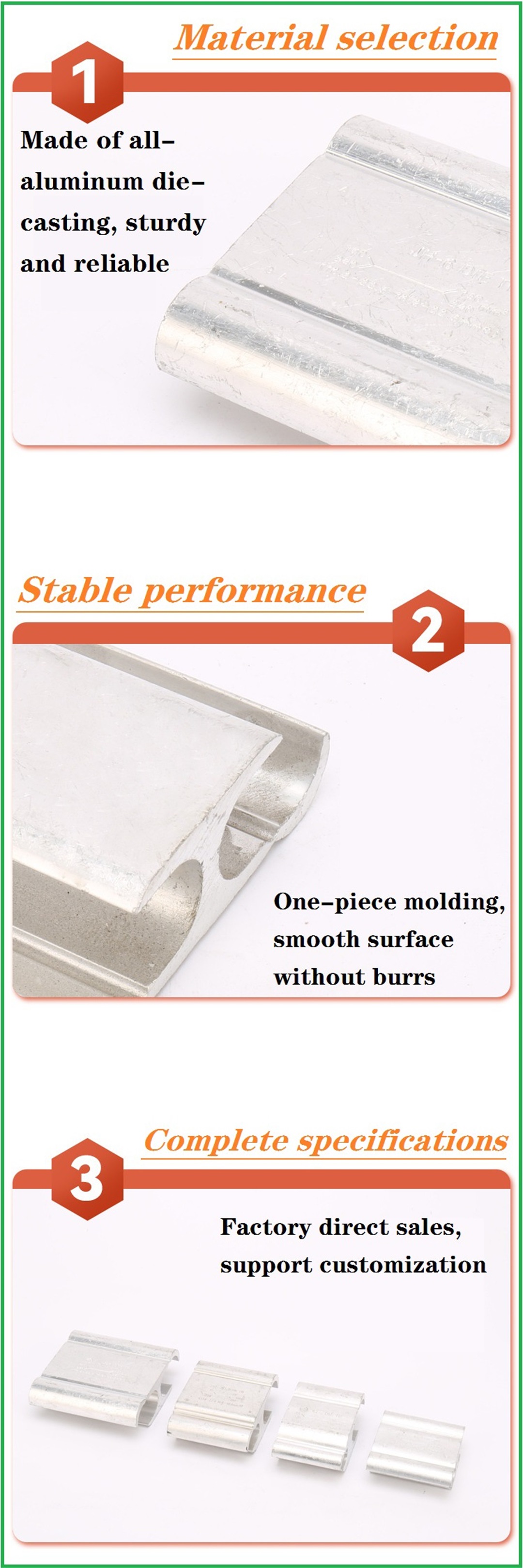
Stieples klipsis ir sava veida izplatīts barošanas armatūra, kas ir sadalīta divos veidos: "noņemams" un "izspiežams (saspiešana)".Noņemamie veidi ietver paralēlo rievu skavas, ķīļskavas utt. Pašlaik joprojām plaši tiek izmantotas dažādas skrūves un rievotas stiepļu skavas, un arī ķīļveida stiepļu skavas tiek strauji paplašinātas.Noņemamā tipa iezīme ir tāda, ka to var izjaukt un izmantot atkārtoti.Lielākā daļa šāda veida skavu ir izgatavotas no saplākšņa, un savienojumu pabeidz ar skrūvju pievilkšanas spiedienu.Savienojot, saskares virsma starp klipu un vadu ir maza, un katras skrūves pievilkšanas spēku nevar aprēķināt vidējo.Tāpēc kopumā skrūves skavas pretestība ir augstāka nekā kompresijas skavas pretestība.Piemēram: 240 mm² šķērsgriezuma vads, stieples pretestība ir 64,50 mikroomi, bultskrūves klipa pretestība ir 50,40 mikroomi, un kompresijas tipa klips ir tikai 24,20 mikroomi.Testi ir parādījuši, ka jo mazāks ir skrūves spiediens, jo lielāka ir pretestība.Tāpēc paralēlās rievu skavās sērijveidā tiek izmantotas divu skrūvju skavas, trīs skrūvju skavas un vismaz divas skrūves un rievu skavas.Tas notiek tāpēc, ka palielinās skrūvju spiediens, palielinās kontakta virsma un samazinās kontakta pretestība..Otra ir kompresijas tipa skava, kas ietver C-tipa, H-tipa utt., kurai raksturīga hidraulisko knaibles izmantošana, lai saspiestu skavu un kabeli vienā, kā rezultātā kontakta ātrums starp skavu. un kabelis palielinās bezgalīgi, elektriskā veiktspēja ir ārkārtīgi stabila.Parasti kontakta pretestība ir tikai aptuveni 40% no stieples pretestības.Trūkums ir tāds, ka pēc uzstādīšanas to nevar izjaukt, un klipsi nevar izmantot atkārtoti.H-veida skavas ir visērtāk lietojamas, īpaši veidojot atzarojuma līnijas T-savienojuma un ieejas un ievades līnijas.
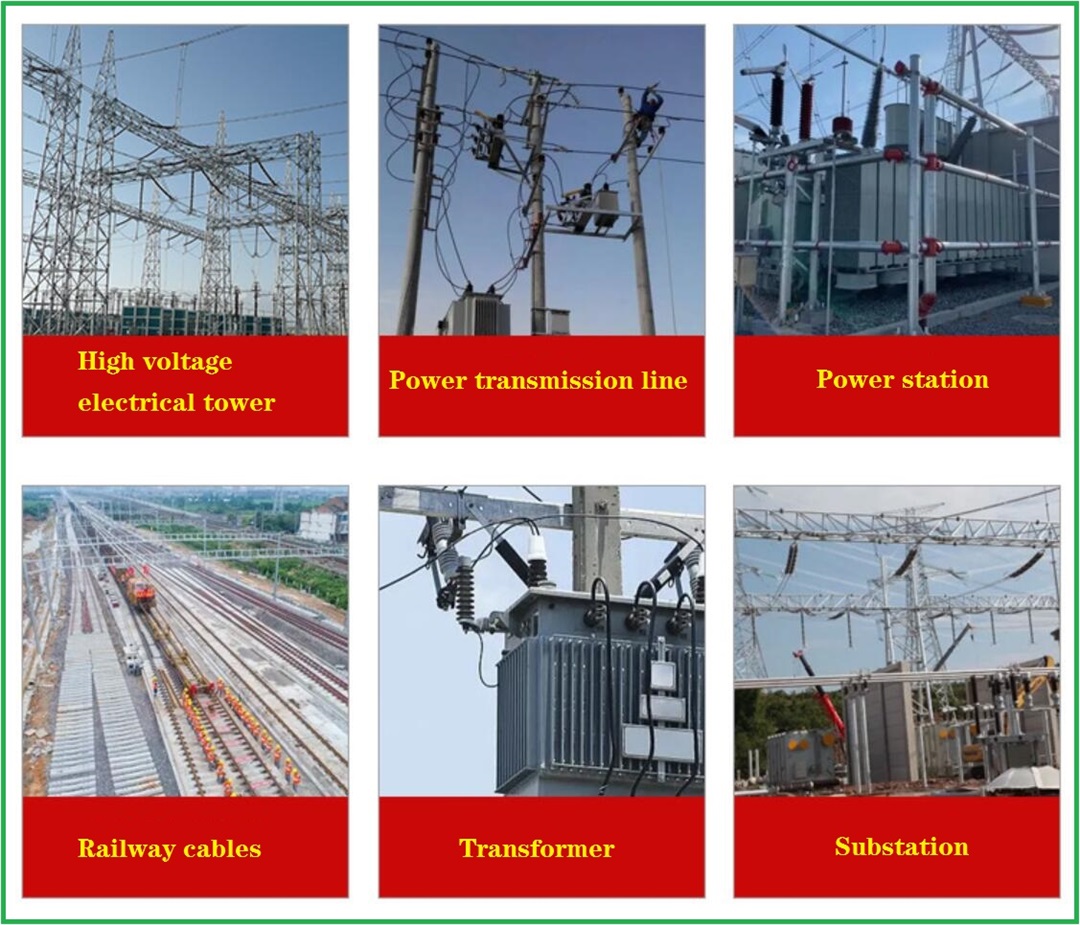
H veida skavas ir piemērotas augstsprieguma un zemsprieguma elektrolīniju torņu džempervadu, atzaru vadu, svina vadu, sadzīves vadu un mājas ieejas vadu presēšanai.H-veida alumīnija gofrēšanas uzmava ir izgatavota no tīra alumīnija, un stieples āķis ir piepildīts ar antioksidantu aizsargeļļu.Tas ir piemērots savienojuma presēšanai starp alumīnija vadu un alumīnija vadītāju, kā arī alumīnija vadītāju un vara vadītāju.labs, vienmērīgs strāvas sadalījums, zema temperatūras paaugstināšanās, enerģijas taupīšana un tā tālāk.


Produkta īpašības un lietošanas diapazons
H veida klipu funkcijas:
1. Pretestības vērtība ir maza, ietaupot enerģiju.
2. Temperatūras paaugstināšanās ir neliela, un atteice ir samazināta.
3. Pilnīgas specifikācijas un plašs pielietojums.
4. Spiediena standarts un kvalitāte ir vienoti.
5. Celtniecības inventārs, drošs un ērts.
H veida klipu priekšrocības:
H veida kabeļa skava ir salīdzinoši jauna un uzlabota kabeļa skava ārvalstīs.Tam ir daudzu gadu nobrieduša lietošanas pieredze.Pirmkārt, savienojums ir drošs un uzticams.Tā kā starp alumīnija vadiem tiek izveidots daudz vadu savienojumu, tieši tā ir H veida skavas priekšrocība.H veida klipa pamatā ir alumīnijs, kas ir līdzīgs alumīnija stieples materiālam.Spiediens 12 tonnas ir tieši piemērots, un tas ir integrēts pēc gofrēšanas, tāpēc pat mainoties temperatūrai, nebūs atslābuma.
H veida skavas izmantošana:
1. Izmantojiet hidrauliskās knaibles gofrēšanai un uzstādiet matricu ar atbilstošo skavas izmēru.
2. Ar stiepļu suku viegli noslaukiet alumīnija stieples vai alumīnija stieples ar tērauda serdi saspiesto daļu, lai noņemtu ārējo oksīda slāni.
3. Ievietojiet sekundāro vadu vai tāda paša šķērsgriezuma vadītāju, kad tas ir atvienots, B rievā un ar īkšķi nospiediet uz leju B rievas sānu spuras.
4. Ievietojiet galveno vadu A līnijas rievā un ar īkšķi nospiediet A līnijas rievas sānu spuras.
5. Ievietojiet hidrauliskās knaibles, kas uzstādītas ar matricu, presēšanas atzīmei ||A||no stieples skavas un veiciet gofrēšanu atbilstoši režģu skaitam.
6. Hidrauliskajām knaibles ir pilnībā jāizlaiž, lai atbrīvotu spiedienu katras gofrēšanas laikā, un presēšana ir pabeigta.
7. Pēc tam, kad ir pabeigta visa presēšana atbilstoši režģu skaitam, noņemiet hidraulisko skavu.
8. Ja tas ir izolēts vads, noslaukiet atklāto hroma-cinka skābes pastu un aptiniet to ar augstsprieguma izolācijas pašizšķīstošu lenti, lai pabeigtu izolāciju.Pēc tam UV necaurlaidīgā lente ir pareizi ietīta, un viss process ir pabeigts.Vai arī pārklājiet stieples klipu ar izolācijas pārsegu, nostipriniet aizdari un aptiniet izvadu ar augstsprieguma izolācijas pašizšķīstošu lenti, lai pabeigtu izolāciju.

Produktu pārbaudes standarts
1. Stiepes pārbaude
Standarts: IEEE IEEE sadaļa 5.2.1 STD837-1989 NEMA IEEE sadaļa 2.7, STD3-22-1972
Vada šķērsgriezums Minimālais spriegums (KG)
13-54 136
67-107 227
127-253 454
GB/T 2317-2008 standarts ir tikai par 10% lielāks par maksimālo stieples pārrāvuma spēku, un TEEE un NEMA standarti ir daudzkārt stingrāki nekā GB standarts.
2. Pretestības tests
Standarts: NEMA2.6 sadaļa, STD3-22-1972, GB/T 2317-2008 Saspiestā klipa pretestība nedrīkst būt lielāka par diviem vadiem, un 110% no pretestības jāuzskata par kvalificētu.
3. Temperatūras paaugstināšanas tests:
Standarts: sadaļa NEMA2.5.2, STD5-28-1981, GB2317-2000 Pašpresētās stieples skavas temperatūras pieauguma vērtība nedrīkst būt lielāka par abu vadu augstāko temperatūras pieauguma vērtību.(Izspiežot dažādu diametru stieples, presēšanas punkta temperatūra nedrīkst būt zemāka par maza šķērsgriezuma stieples temperatūru) GB/T 2317-2008 nosaka tikai viena veida stieples šķērsgriezuma temperatūras vērtību, un nav īpašas formas stieples temperatūras vērtības mērījuma.

Produkta priekšrocības un uzstādīšanas instrukcijas
Uzstādīšanas piezīmes:
1. Pārbaudiet vadu veidu, stieples diametru un šķērsgriezumu un izvēlieties atbilstošo H veida presēšanas skavu.
2. Neaizmirstiet izvēlēties piemērotus presēšanas instrumentus un presēšanas veidnes, un stiepļu presēšanas daļas pirms presēšanas ir jānotīra ar stiepļu suku.
3. Sakārtojiet vadus, lai izvairītos no saliekšanās, savīšanas, bojājumiem utt. Kad stieples aste ir salabota, izmantojiet klinkera lenti, lai to nostiprinātu.
4. Ievietojiet presēšanas skavu ** gofrēšanas veidni presēšanas instrumentā.
5. Ievietojiet vadu atbilstošajā H veida gofrēšanas skavas stieples āķī, atstājiet 20-30 mm no skavas ārējā stieples un salieciet sānu pārsegus abās H veida gofrēšanas skavas pusēs, lai pārklātu vadu.Jāraugās, lai vara stieple pēc gofrēšanas atrastos zem alumīnija stieples.
6. Izmantojiet presēšanas rīku, izlīdziniet virzienu un nospiediet presēšanas procesa norādījumus uz ārējās kastes secīgi no centra uz abām pusēm un saspiediet atbilstoši labākajai presēšanas secībai un presēšanas reižu skaitam.Ja to nepieciešams saspiest trīs vai vairāk reizes, tas ir jāpabeidz attiecīgi no vidus līdz diviem galiem, un gofrēšana tiek veikta secīgi no kreisās puses uz labo līdz galam.
7. Vizuāli pārbaudiet gofrēšanas rezultātus.
8. Pēc izolācijas stieples gofrēšanas tas joprojām ir jāpārklāj ar izolācijas lenti.
H veida presēšanas skavu un tradicionālo skavu salīdzinājums:
1. Piemērošanas joma:
Gofrējamie vadītāji: Cu-Al, Al-Al, Cu-Cu.
Var presēt ar tāda paša diametra un dažāda diametra stieplēm.
Stieples diametrs nav standartizēts, to var arī pielietot.
2. Materiālu un konstrukcijas projektēšana
All-in-one molding un visaptverošs dažādu līniju pārklājums.
Laba elektrovadītspēja, vienmērīgs strāvas sadalījums un zema temperatūras paaugstināšanās.
Nav korozijas problēmu.
3. Būvniecība:
Viegls svars (H veida skavu svara attiecība pret paralēlo rievu skavām = 1:8,836).
Mazāka specifikācija, viegli pārnēsājama, samazina būvniecības personāla darba intensitāti.
Mazāks būvniecības laiks un ērts dzīvais darbs.
Būvniecības kvalitāte (hidrauliskā skava).
Nav nepieciešams lietot antioksidantu aizsargājošu eļļu.
4. Ieguvumi:
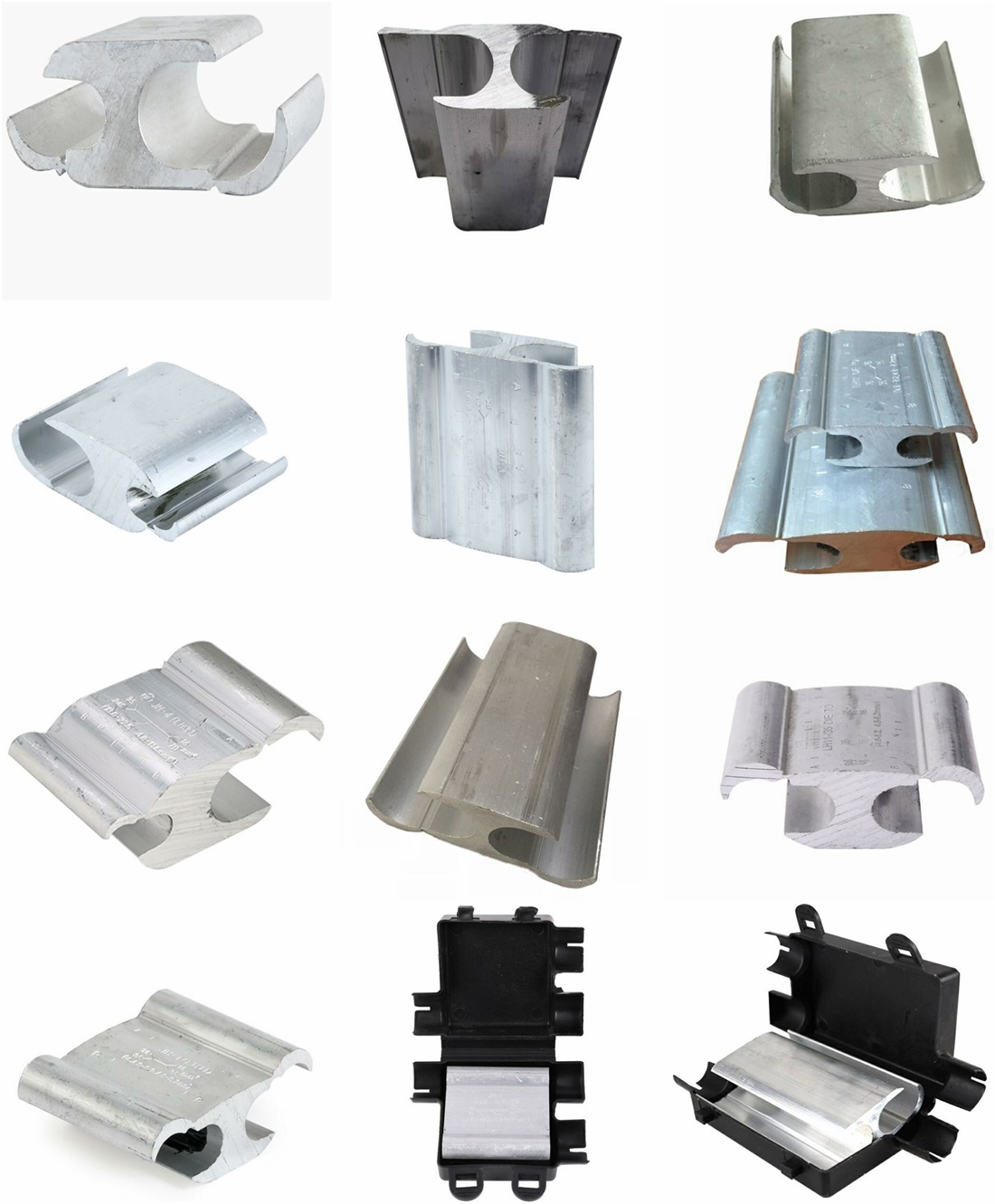
H veida alumīnija stiepļu skavām ir nepieciešamas tikai 6 specifikācijas, kas atbilst visu alumīnija un vara vadu gofrēšanai no 16 līdz 240 mm2.
Novērsiet elektrības padeves pārtraukumu negadījumus, ko izraisa elektropārvades līniju atvienošana, un samaziniet barošanas avota "mazās barošanas avota" zudumus.
Lietojumprogrammas specifikācija ir vienkāršota, un aparatūras materiālu sagatavošana ir ērta.
Samaziniet strāvas zudumus līnijā.
Samaziniet ekspluatācijas un uzturēšanas izmaksas.
Ilgs kalpošanas laiks un laba izturība.
Produkta informācija
Produkti īsta shot
Ražošanas ceha stūrītis


Produktu iepakojums
Produkta pielietošanas gadījums

Produktu kategorijas
-

MNL 63-125mm iekštelpu balsti stieņam (vertikāli...
-

JBT 16-240mm² 60*40*35mm Gaisa kabeļa atzars...
-

MJP (B、T、TN) 0,6/1KV 5,2-26,5 mm iepriekšēja izolācija...
-

TJ 16-240mm² vara skrūve Savienojuma vads Skava ...
-

XGH 5.1-28mm piekares skava (apvalka tipa)...
-

SCK 35-300mm² 7,5-22,4mm elektriskās iekārtas O...





