ગરમી-પ્રતિરોધક એલ્યુમિનિયમ એલોય સ્ટ્રેન્ડેડ વાયર માટે NY 185-800mm² ટેન્શન ક્લેમ્પ













ટેન્શન ક્લેમ્પ્સનો ઉપયોગ મુખ્યત્વે ઓવરહેડ પાવર લાઇન અથવા સબસ્ટેશનમાં કંડક્ટર અને લાઈટનિંગ કંડક્ટરને ઠીક કરવા અને કનેક્ટિંગ હાર્ડવેર દ્વારા ટેન્શન ઇન્સ્યુલેટર સાથે અથવા લાઈટનિંગ અરેસ્ટર્સને ટાવર સાથે જોડવા માટે થાય છે.વિવિધ બંધારણ અને સ્થાપન પદ્ધતિ અનુસાર, તેને ચાર શ્રેણીઓમાં વિભાજિત કરવામાં આવે છે: બોલ્ટ પ્રકાર, કમ્પ્રેશન પ્રકાર અને વેજ પ્રકાર અને પ્રી-ટ્વિસ્ટેડ પ્રકાર.
એનવાય ટેન્શન ક્લેમ્પ (હાઈડ્રોલિક પ્રકાર, સ્ટીલ એન્કર વેલ્ડીંગ) મુખ્યત્વે વાયરના તાણને સહન કરવા માટે વાયરને ઠીક કરવા અને ટેન્શન સ્ટ્રિંગ અથવા ટાવર પરના હાર્ડવેર પર વાયરને લટકાવવા માટે વપરાય છે.
ઉત્પાદન વર્ણન
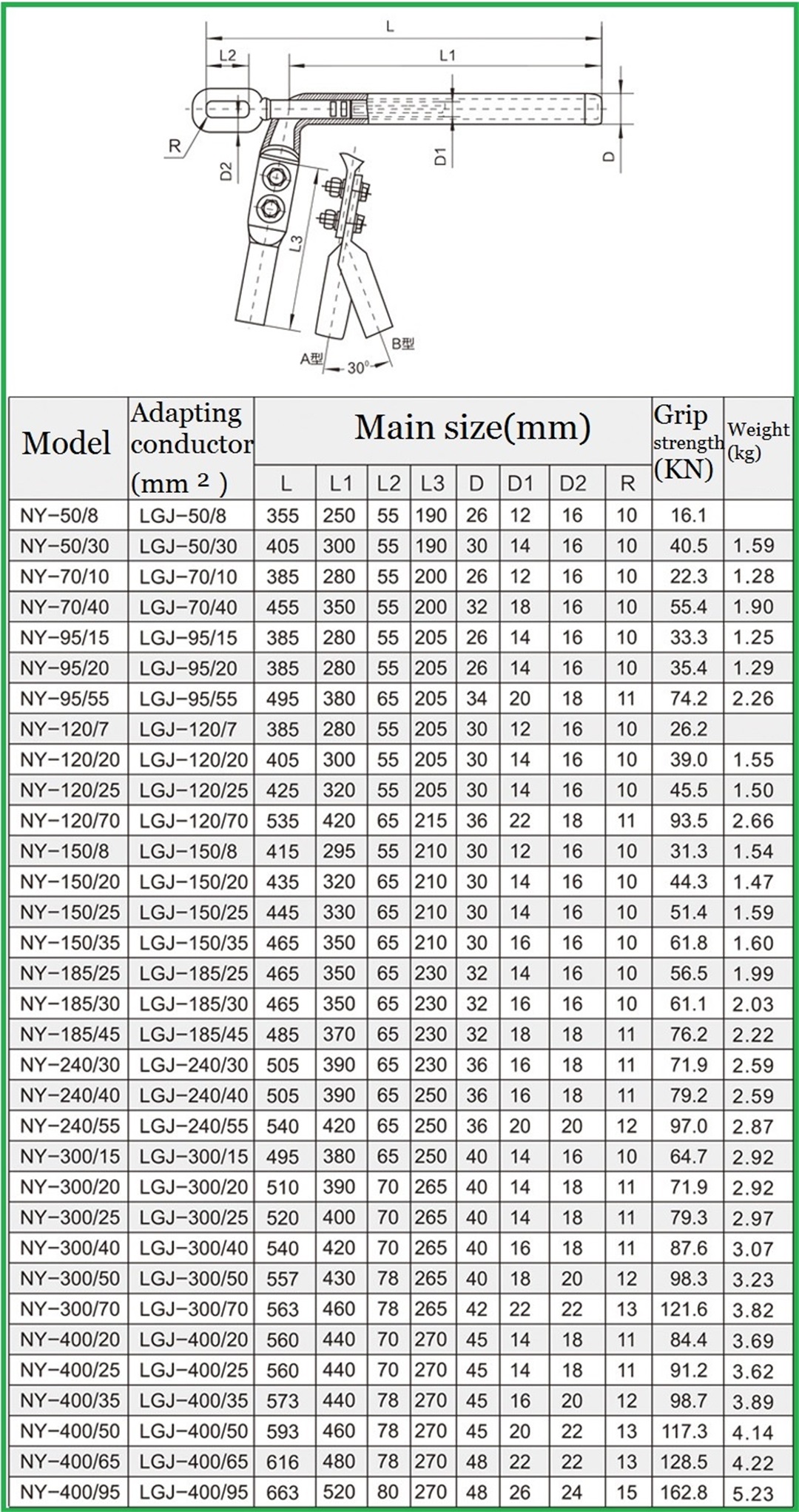
તકનીકી પરિમાણો

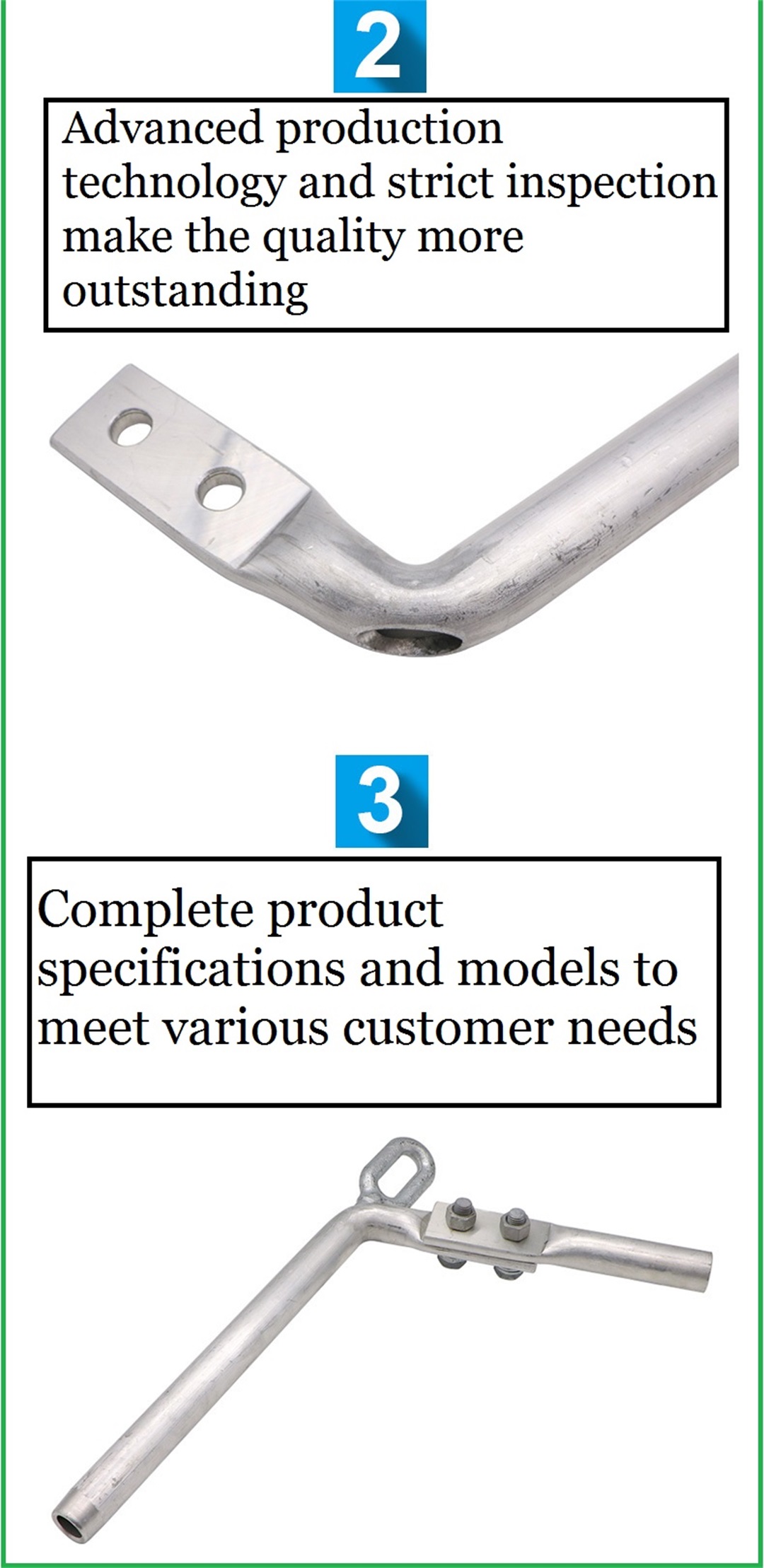
ઉત્પાદન સુવિધાઓ અને ઇન્સ્ટોલેશન બાબતો
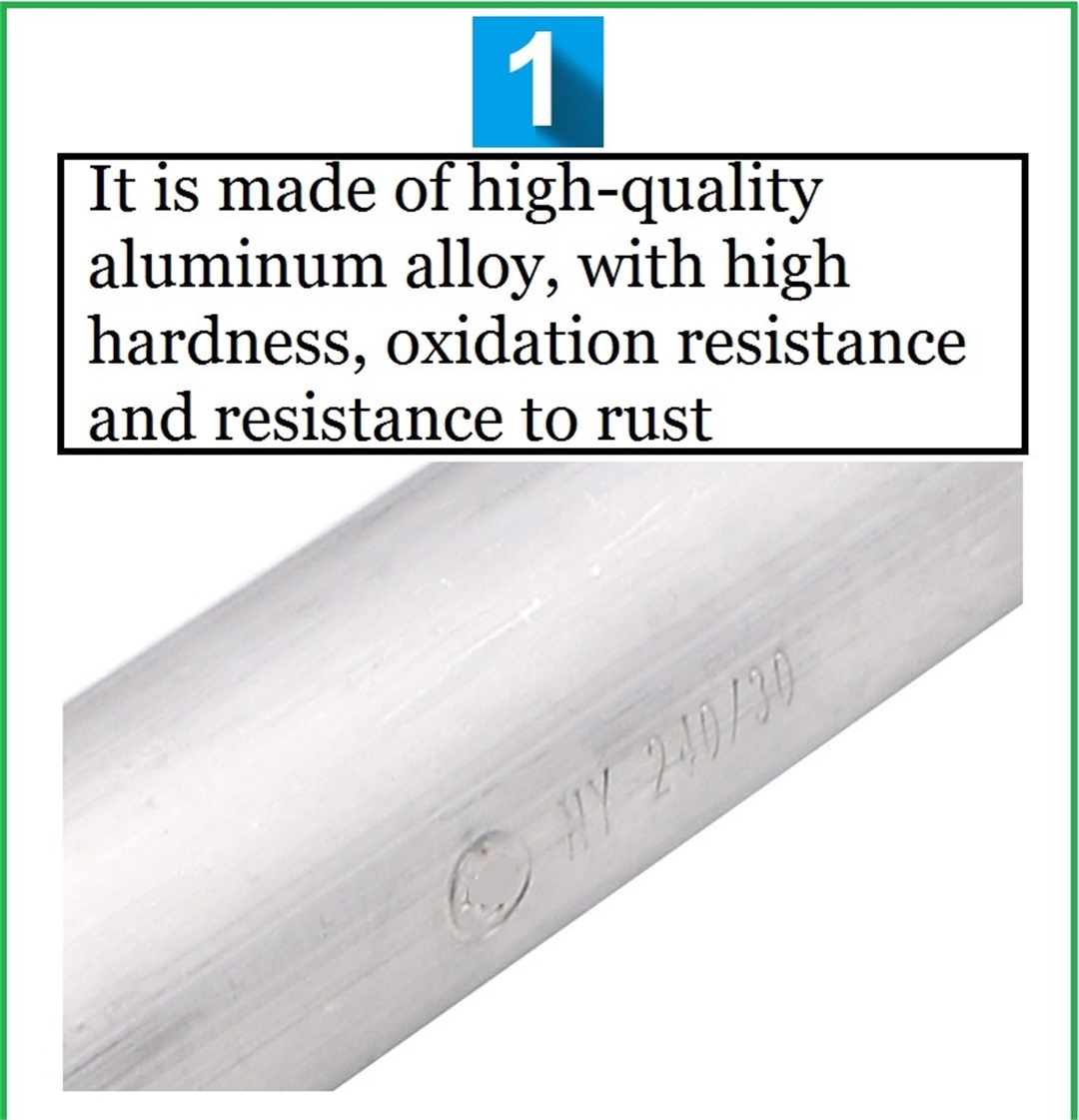
વિશેષતા:
aક્લિપ બોડી ઉચ્ચ-શક્તિવાળા એલ્યુમિનિયમ સ્ટીલ સામગ્રીથી બનેલી છે.
bદેખાવ સરળ છે અને સેવા જીવન લાંબુ છે.
cઇન્સ્ટોલ અને ઉપયોગમાં સરળ.
ડી.ત્યાં કોઈ હિસ્ટ્રેસીસ નુકશાન નથી, અને તે ઓછી કાર્બન, ઊર્જા બચત પ્રમાણિત ઉત્પાદન છે.
ઇન્સ્ટોલેશન બાબતો:
1. ક્રિમ્પ્ડ વાયરનો એક છેડો લગભગ 1 મીટર સુધી સાફ કરો અને વાહક ગ્રીસ લગાવો.
2. સાફ કરેલી એલ્યુમિનિયમ ટ્યુબ (બાહ્ય વ્યાસ D)ને વાયરના છેડે મૂકો અને તેને વાયરના છેડાથી 1m દૂર ખેંચો.3. સ્ટીલ એન્કરના આગળના છેડાની ટ્યુબના કદ l 2ને માપવા માટે વેર્નિયર કેલિપર અથવા ટેપ માપનો ઉપયોગ કરો, ON= l 2 + Δl mm વાયરના છેડા O થી છીનવાઈ જવા માટે સ્ટીલ કોરની લંબાઈને માપો. (Δl 15mm છે), એક ચિહ્ન બનાવો, અને તેને ચિહ્નથી 20mm ના અંતરે બાંધો બંધનકર્તા વાયર.પછી N ચિહ્ન પર બાહ્ય અને મધ્યમ એલ્યુમિનિયમ સેરને કાપવા માટે કટર (અથવા એલ્યુમિનિયમ વાયર સ્ટ્રિપર) નો ઉપયોગ કરો. આંતરિક એલ્યુમિનિયમ સેરને કાપતી વખતે, દરેક સ્ટ્રાન્ડના વ્યાસના માત્ર 3/4 સુધી કાપો, અને પછી એલ્યુમિનિયમની સેરને એક તોડી નાખો. એક દ્વારા.એલ્યુમિનિયમ વાયરને છીનવી લેતી વખતે, સ્ટીલના કોરને ઉઝરડા કરવા માટે સખત પ્રતિબંધિત છે.)
5. સ્ટીલ એન્કરને ક્રિમ્પ કરો
A. સ્ટીલ પાઈપ ડાઈ "Cd#" પસંદ કરો જે સ્ટીલ એન્કરના બાહ્ય વ્યાસ d સાથે સુસંગત હોય.સબસ્ટેશનમાં એનવાય ટેન્શન ક્લેમ્પ માટેની ઇન્સ્ટોલેશન સૂચનાઓ એ ચકાસવી જોઈએ કે હેક્સાગોનલ ડાઇનો વિકર્ણ કોણ dmm છે;
B. સ્ટીલને દબાવો કોર સાફ થઈ ગયા પછી, તેને ફેરવો અને સ્ટીલના એન્કરના તળિયે સ્ટીલ કોરની સ્ટ્રેન્ડિંગ દિશામાં દાખલ કરો, અને
સ્ટીલ એન્કરનો છેડો લગભગ 15 મીમીની લંબાઇ સાથે સ્ટીલ કોરને ખુલ્લા પાડે છે;આ સમયે, બંને બાજુઓ પરના વાયર હોવા જોઈએ
સ્ટીલ એન્કર સાથે આડી રાખવામાં આવે છે, અને હાઇડ્રોલિક પ્રેસની ધરી સાથે સુસંગત છે, જેથી સંકુચિત થયા પછી પાઇપના સંભવિત બેન્ડિંગને ઘટાડી શકાય.
D. સ્ટીલ એન્કરના આગળના છેડાના પાઈપને ક્રિમ્પ કરો.ક્રિમિંગની દિશા પાઇપના ગ્રુવથી પાઇપ મોં સુધી છે.દબાણ લાગુ કરતી વખતે, બે સંલગ્ન મોલ્ડ
ઓછામાં ઓછા 5-10mm ઓવરલેપ થવું જોઈએ.નિયમિત ષટ્કોણમાં સંકોચન કર્યા પછી, નિયમિત ષટ્કોણની વિરુદ્ધ બાજુઓ વચ્ચેનું અંતર S ચકાસવું જોઈએ.S નું સ્વીકાર્ય મૂલ્ય છે: S=(0.866*0.993d)+0.2.મોલ્ડિંગ પછી, દબાવ્યા પછી વિરુદ્ધ બાજુના અંતરનું કદ તપાસવા માટે પ્રમાણભૂત કેલિપરનો ઉપયોગ કરો.(નોંધ: હાઇડ્રોલિક પંપનું વાસ્તવિક દબાણ 80Mp કરતાં ઓછું હોવું જોઈએ નહીં, અને જ્યારે દબાણ નિર્દિષ્ટ મૂલ્ય સુધી પહોંચે છે, ત્યારે તેને 3-5s માટે જાળવી રાખવું જોઈએ).ધોરણ પૂર્ણ થયા પછી જ હાઇડ્રોલિક કામગીરી ચાલુ રાખો.

ઉત્પાદન વિગતો
ઉત્પાદનો વાસ્તવિક શોટ

પ્રોડક્શન વર્કશોપનો એક ખૂણો


ઉત્પાદન પેકેજિંગ
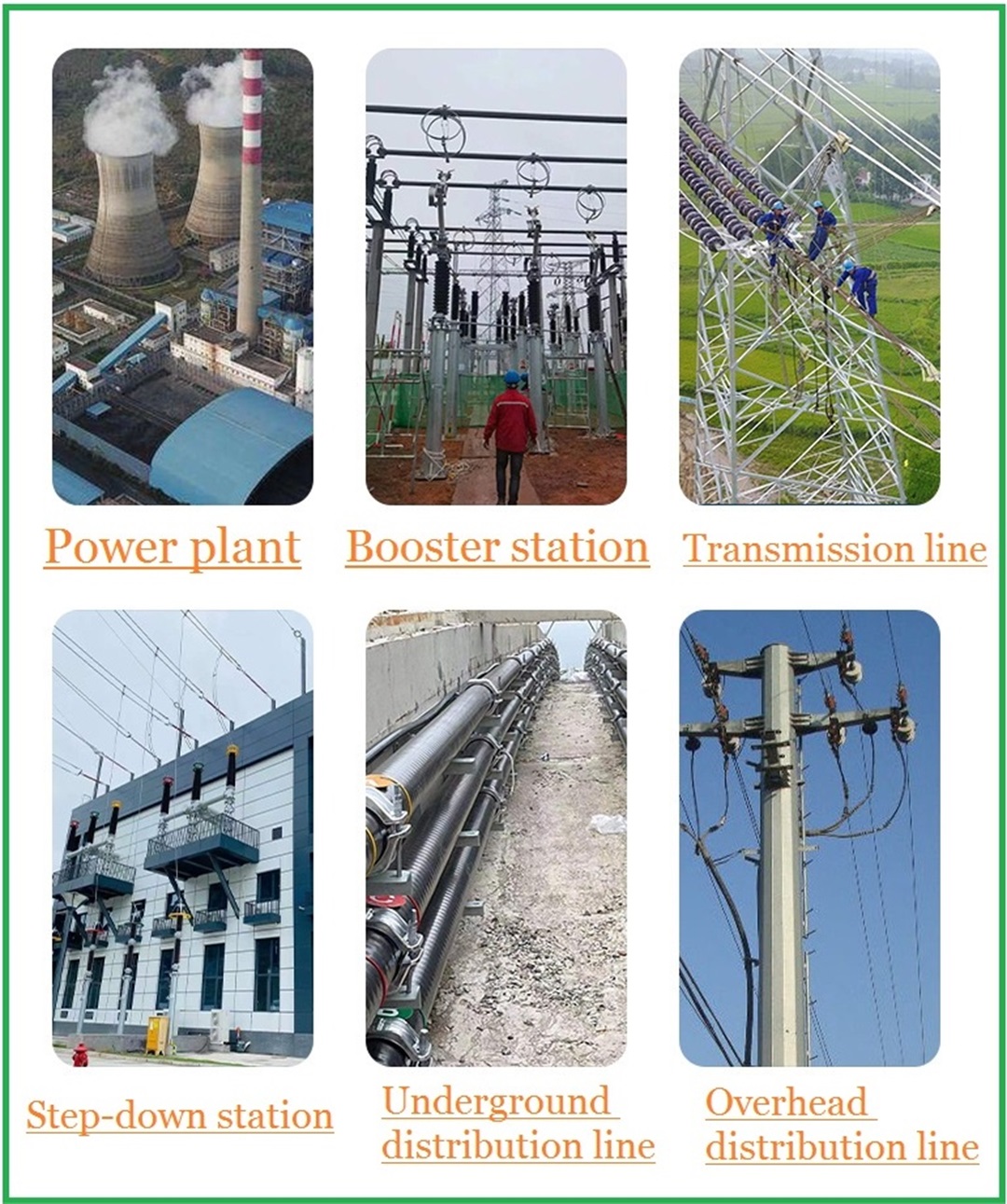
ઉત્પાદન અરજી કેસ

ઉત્પાદનોની શ્રેણીઓ
-

MNP 40-125mm ઇન્ડોર બાર માટે સપોર્ટ કરે છે (ક્ષિતિજ...
-

JGPD(H) 45-130mm ઉચ્ચ ગુણવત્તાની થ્રી કોર હાઈ...
-

XGU 5-26mm જમ્પર સસ્પેન્શન ક્લેમ્પ ઇલેક્ટ્રિક પી...
-

BYD 35-240mm² 1-10KV ઓવરહેડ ઇન્સ્યુલેટેડ પાવર...
-

DTL શ્રેણી 8.4-21mm 16-800mm² વિસ્ફોટક વેલ્ડિન...
-

SCK 35-300mm² 7.5-22.4mm ઇલેક્ટ્રિકલ ઇક્વિપમેન્ટ O...





