JH 16-240mm² 4.8-22.5mm H-પ્રકાર સમાંતર ગ્રુવ વાયર ક્લેમ્પ શાખા પ્રકાર કેબલ ક્રિમિંગ વાયર ક્લેમ્પ















ઉત્પાદન વર્ણન
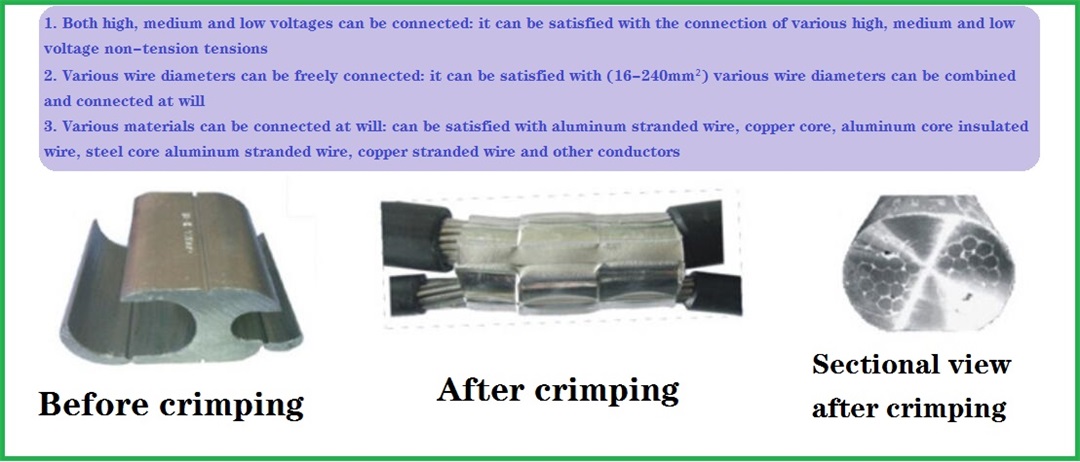
વાયર ક્લિપ એ એક પ્રકારની સામાન્ય પાવર ફિટિંગ છે, જે બે પ્રકારમાં વહેંચાયેલી છે: "ડિટેચેબલ" અને "ક્રિમ્પિંગ (કમ્પ્રેશન)".અલગ કરી શકાય તેવા પ્રકારોમાં સમાંતર ગ્રુવ ક્લિપ્સ, વેજ ક્લિપ્સ વગેરેનો સમાવેશ થાય છે. હાલમાં, વિવિધ બોલ્ટ અને ગ્રુવ્ડ વાયર ક્લેમ્પ્સ હજુ પણ વ્યાપકપણે ઉપયોગમાં લેવાય છે, અને ફાચર-આકારના વાયર ક્લેમ્પ્સ પણ ઝડપથી વિસ્તૃત થાય છે.ડિટેચેબલ ટાઈપની વિશેષતા એ છે કે તેને ડિસએસેમ્બલ કરી શકાય છે અને તેનો ફરીથી ઉપયોગ કરી શકાય છે.આ પ્રકારના મોટાભાગના ક્લેમ્પ્સ પ્લાયવુડના બનેલા હોય છે, અને બોલ્ટના કડક દબાણ દ્વારા જોડાણ પૂર્ણ થાય છે.કનેક્ટ કરતી વખતે, ક્લિપ અને વાયર વચ્ચેની સંપર્ક સપાટી નાની હોય છે, અને દરેક બોલ્ટના કડક બળની સરેરાશ કરી શકાતી નથી.તેથી, સામાન્ય રીતે, બોલ્ટ ક્લિપનો પ્રતિકાર કમ્પ્રેશન ક્લિપ કરતા વધારે છે.ઉદાહરણ તરીકે: 240mm² ક્રોસ-સેક્શન વાયર, વાયરનો પ્રતિકાર 64.50 માઇક્રોઓહ્મ છે, બોલ્ટ ક્લિપનો પ્રતિકાર 50.40 માઇક્રોઓહ્મ છે, અને કમ્પ્રેશન ટાઇપ ક્લિપ માત્ર 24.20 માઇક્રોહમ છે.પરીક્ષણોએ દર્શાવ્યું છે કે બોલ્ટનું દબાણ જેટલું નાનું છે, તેટલું વધારે પ્રતિકાર.તેથી, સમાંતર ગ્રુવ ક્લેમ્પ્સમાં શ્રેણીમાં બે-બોલ્ટ ક્લેમ્પ્સ, ત્રણ-બોલ્ટ ક્લેમ્પ્સ અને ઓછામાં ઓછા બે બોલ્ટ અને ગ્રુવ ક્લેમ્પ્સનો ઉપયોગ થાય છે.આનું કારણ એ છે કે બોલ્ટનું દબાણ વધે છે, સંપર્ક સપાટી વધે છે અને સંપર્ક પ્રતિકાર ઓછો થાય છે..બીજો કમ્પ્રેશન પ્રકારનો ક્લેમ્પ છે, જેમાં સી-ટાઈપ, એચ-ટાઈપ વગેરેનો સમાવેશ થાય છે, જે ક્લેમ્પ અને કેબલને એકમાં દબાવવા માટે હાઈડ્રોલિક પેઈરનો ઉપયોગ કરીને લાક્ષણિકતા ધરાવે છે, પરિણામે, ક્લેમ્પ વચ્ચેનો સંપર્ક દર અને કેબલ અનંતપણે વધે છે, વિદ્યુત કામગીરી અત્યંત સ્થિર છે.સામાન્ય રીતે, સંપર્ક પ્રતિકાર વાયર પ્રતિકારના માત્ર 40% જેટલો હોય છે.ગેરલાભ એ છે કે ઇન્સ્ટોલેશન પછી તેને ડિસએસેમ્બલ કરી શકાતું નથી, અને ક્લિપનો ફરીથી ઉપયોગ કરી શકાતો નથી.એચ-ટાઈપ ક્લેમ્પ્સ વાપરવા માટે સૌથી અનુકૂળ છે, ખાસ કરીને જ્યારે શાખા રેખાઓ ટી-કનેક્શન અને એન્ટ્રી અને એન્ટ્રી લાઈનો બનાવતી વખતે.
એચ-ટાઈપ ક્લિપ્સ જમ્પર વાયર, બ્રાન્ચ વાયર, લીડ વાયર, ઘરગથ્થુ વાયરો અને ઓવરહેડ હાઇ-વોલ્ટેજ અને લો-વોલ્ટેજ પાવર લાઇન ટાવર્સના હાઉસ એન્ટ્રી વાયરના જોડાણ માટે યોગ્ય છે.એચ-ટાઈપ એલ્યુમિનિયમ ક્રિમિંગ સ્લીવ શુદ્ધ એલ્યુમિનિયમની બનેલી છે, અને વાયર હૂક એન્ટી-ઓક્સિડેટીવ રક્ષણાત્મક તેલથી ભરેલો છે.તે એલ્યુમિનિયમ કંડક્ટર અને એલ્યુમિનિયમ કંડક્ટર અને એલ્યુમિનિયમ કંડક્ટર અને કોપર કંડક્ટર વચ્ચેના જોડાણ માટે યોગ્ય છે.સારું, એકસમાન વર્તમાન વિતરણ, નીચા તાપમાનમાં વધારો, ઊર્જા બચત વગેરે.


ઉત્પાદન સુવિધાઓ અને ઉપયોગ શ્રેણી
એચ-પ્રકારની ક્લિપ સુવિધાઓ:
1. પ્રતિકાર મૂલ્ય નાનું છે, ઊર્જા બચત કરે છે.
2. તાપમાનમાં વધારો નાનો છે અને નિષ્ફળતામાં ઘટાડો થયો છે.
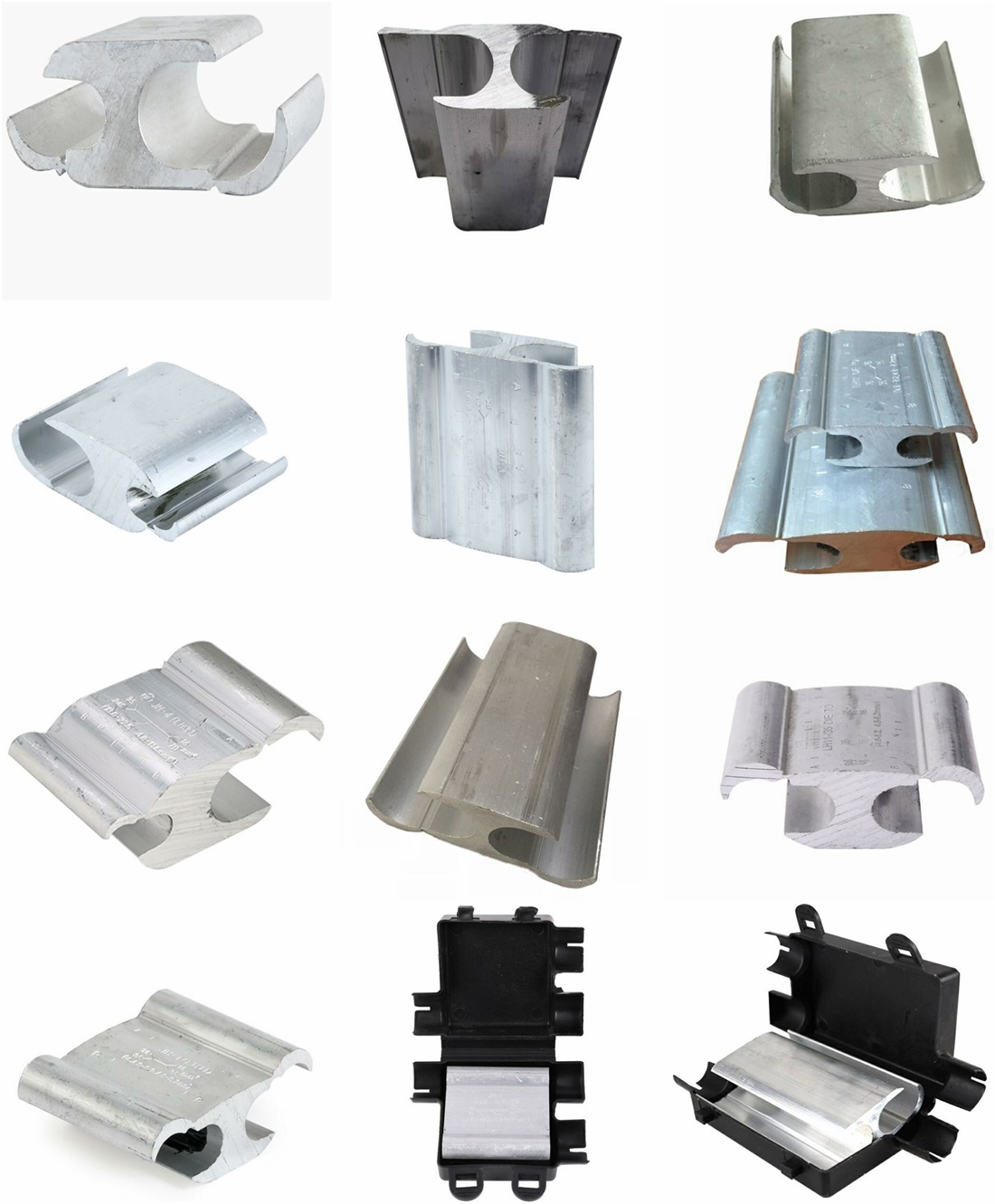
3. સંપૂર્ણ વિશિષ્ટતાઓ અને વિશાળ એપ્લિકેશન.
4. દબાણ ધોરણ અને ગુણવત્તા એકીકૃત છે.
5. બાંધકામ ઇન્વેન્ટરી, સલામત અને અનુકૂળ.
એચ-ટાઈપ ક્લિપ્સના ફાયદા:
H-ટાઈપ કેબલ ક્લેમ્પ વિદેશી દેશોમાં પ્રમાણમાં નવો અને સુધારેલ કેબલ ક્લેમ્પ છે.તે ઉપયોગમાં ઘણા વર્ષોનો પરિપક્વ અનુભવ ધરાવે છે.સૌ પ્રથમ, કનેક્શન સલામત અને વિશ્વસનીય છે.એલ્યુમિનિયમના વાયરો વચ્ચે ઘણા બધા વાયરિંગ કનેક્શન બનાવવામાં આવ્યા હોવાથી, આ H-ક્લેમ્પનો બરાબર ફાયદો છે.એચ-ટાઇપ ક્લિપ એલ્યુમિનિયમ પર આધારિત છે, જે એલ્યુમિનિયમ વાયરની સામગ્રી જેવી જ છે.12 ટનનું દબાણ એકદમ યોગ્ય છે, અને તે ક્રિમિંગ પછી સંકલિત થાય છે, તેથી જ્યારે તાપમાનમાં ફેરફાર થાય છે, ત્યારે પણ કોઈ ઢીલું પડતું નથી.
એચ-ક્લેમ્પનો ઉપયોગ:
1. ક્રિમિંગ માટે હાઇડ્રોલિક પેઇરનો ઉપયોગ કરો અને સંબંધિત ક્લેમ્પના કદ સાથે ડાઇ ઇન્સ્ટોલ કરો.
2. બાહ્ય ઓક્સાઇડ સ્તરને દૂર કરવા માટે એલ્યુમિનિયમ વાયર અથવા સ્ટીલ-કોર્ડ એલ્યુમિનિયમ વાયરના ક્રિમ્ડ ભાગને હળવાશથી સાફ કરવા માટે વાયર બ્રશનો ઉપયોગ કરો.
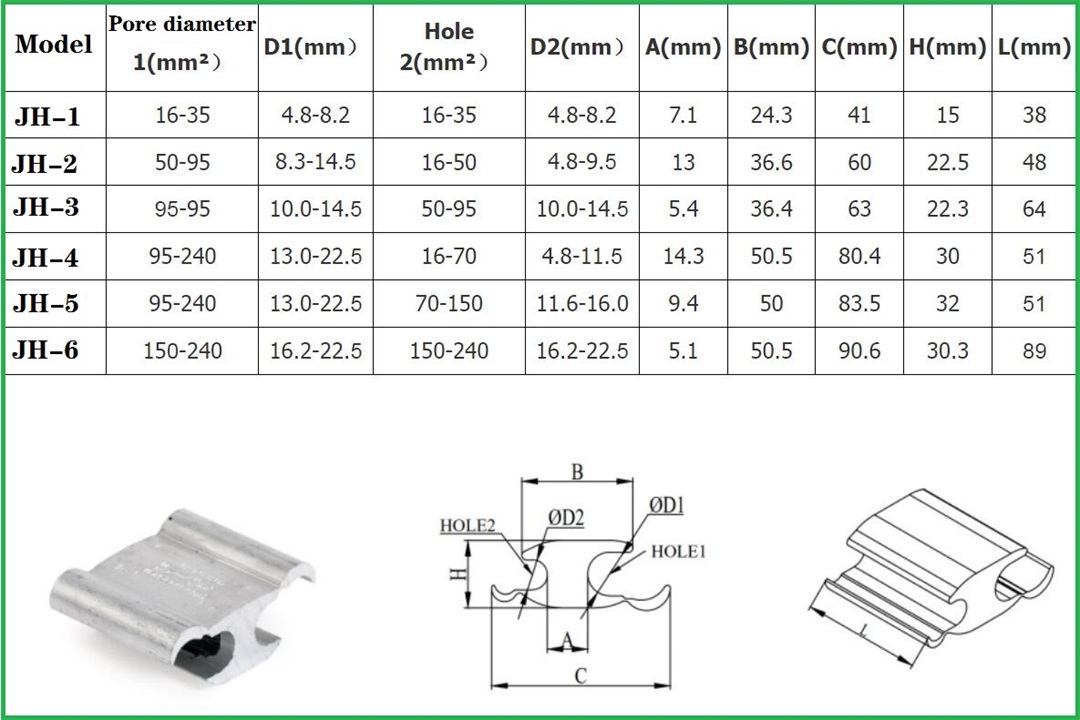
3. જ્યારે ડિસ્કનેક્ટ થયેલ હોય ત્યારે સેકન્ડરી કંડક્ટર અથવા સમાન ક્રોસ-સેક્શનના કંડક્ટરને B-ગ્રુવમાં દાખલ કરો અને તમારા અંગૂઠા વડે B-ગ્રુવની બાજુની ફિન્સને નીચે દબાવો.
4. A-લાઇન ગ્રુવમાં મુખ્ય લીડ દાખલ કરો અને A-લાઇન ગ્રુવની બાજુની ફિન્સને તમારા અંગૂઠા વડે દબાવો.
5. ડાઇ સાથે ઇન્સ્ટોલ કરેલ હાઇડ્રોલિક પેઇર ક્રિમિંગ માર્કમાં મૂકો ||A||વાયર ક્લેમ્પનો, અને ગ્રીડની સંખ્યા અનુસાર ક્રિમિંગ કરો.
6. દરેક ક્રિમિંગ દરમિયાન દબાણ છોડવા માટે હાઇડ્રોલિક પેઇર સંપૂર્ણપણે આઉટપુટ હોવા જોઈએ, અને ક્રિમિંગ પૂર્ણ થાય છે.
7. ગ્રીડની સંખ્યા અનુસાર તમામ ક્રિમિંગ પૂર્ણ થયા પછી, હાઇડ્રોલિક ક્લેમ્પ દૂર કરો.
8. જો તે ઇન્સ્યુલેટેડ વાયર હોય, તો ખુલ્લી ક્રોમ-ઝિંક એસિડ પેસ્ટને સાફ કરો અને ઇન્સ્યુલેશન પૂર્ણ કરવા માટે તેને હાઇ-વોલ્ટેજ ઇન્સ્યુલેટિંગ સ્વ-ઓગળતી ટેપથી લપેટી દો.પછી યુવી-પ્રૂફ ટેપને યોગ્ય રીતે વીંટાળવામાં આવે છે, અને સમગ્ર પ્રક્રિયા પૂર્ણ થાય છે.અથવા વાયર ક્લિપને ઇન્સ્યુલેટીંગ કવર વડે ઢાંકી દો, હસ્તધૂનન બાંધો અને ઇન્સ્યુલેશન પૂર્ણ કરવા માટે ઉચ્ચ-વોલ્ટેજ ઇન્સ્યુલેટીંગ સ્વ-ઓગળતી ટેપ વડે આઉટલેટને લપેટી લો.

ઉત્પાદન નિરીક્ષણ ધોરણ
1. તાણ પરીક્ષણ
ધોરણ: IEEE IEEE વિભાગ 5.2.1 STD837-1989 NEMA IEEE વિભાગ 2.7, STD3-22-1972
કંડક્ટર ક્રોસ સેક્શન ન્યૂનતમ ટેન્શન (KG)
13-54 136
67-107 227
127-253 454
GB/T 2317-2008 સ્ટાન્ડર્ડ મહત્તમ વાયર બ્રેકિંગ ફોર્સ કરતાં માત્ર 10% વધારે છે, અને TEEE અને NEMA ધોરણો GB સ્ટાન્ડર્ડ કરતાં અનેક ગણા વધુ કડક છે.
2. પ્રતિકાર પરીક્ષણ
સ્ટાન્ડર્ડ: NEMA2.6 વિભાગ, STD3-22-1972, GB/T 2317-2008 ક્રિમ્ડ ક્લિપનો પ્રતિકાર બે વાયર કરતા વધારે હોવો જોઈએ નહીં અને 110% પ્રતિકાર યોગ્યતા તરીકે લેવામાં આવશે.
3. તાપમાન વધારો પરીક્ષણ:
માનક: સેક્શન NEMA2.5.2, STD5-28-1981, GB2317-2000 સેલ્ફ-ક્રીમ્પ્ડ વાયર ક્લિપનું તાપમાન વધતું મૂલ્ય બે વાયરના સૌથી વધુ તાપમાનમાં વધારો કરતા મૂલ્ય કરતાં વધારે હોવું જોઈએ નહીં.(વિવિધ વાયર વ્યાસને ક્રિમિંગ કરતી વખતે, ક્રિમિંગ પોઇન્ટનું તાપમાન નાના ક્રોસ-સેક્શન વાયરના તાપમાન કરતા ઓછું હોવું જોઈએ નહીં) GB/T 2317-2008 માત્ર સમાન પ્રકારના વાયરના ક્રોસ-સેક્શન તાપમાન મૂલ્યને નિર્ધારિત કરે છે, અને વિશિષ્ટ આકારના વાયરના તાપમાન મૂલ્યનું કોઈ માપન નથી.

ઉત્પાદનના ફાયદા અને ઇન્સ્ટોલેશન સૂચનાઓ
ઇન્સ્ટોલેશન નોંધો:
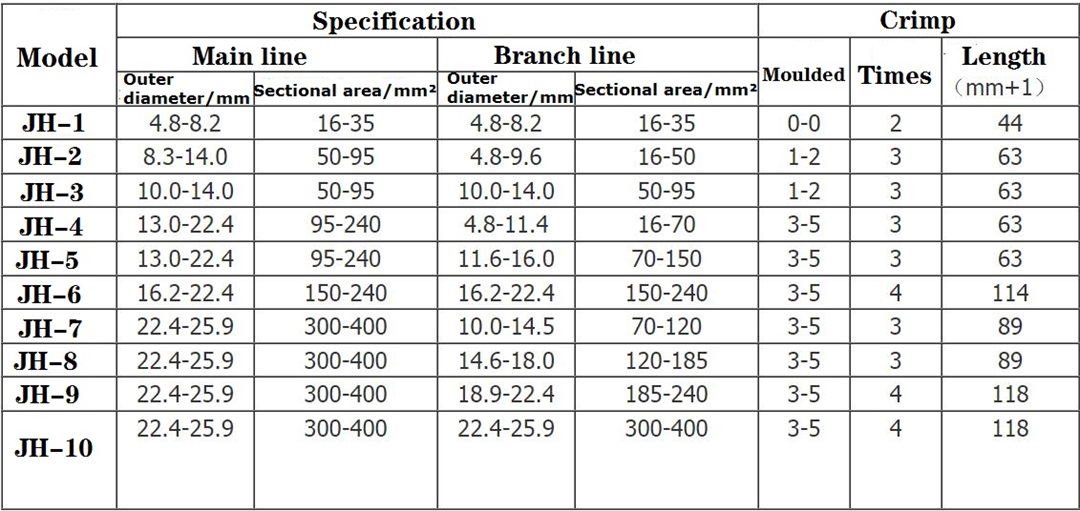
1. વાયરિંગનો પ્રકાર, વાયરનો વ્યાસ અને ક્રોસ-સેક્શન તપાસો અને યોગ્ય H-ટાઈપ ક્રિમિંગ ક્લેમ્પ પસંદ કરો.
2. યોગ્ય ક્રિમિંગ ટૂલ્સ અને ક્રિમિંગ મોલ્ડ પસંદ કરવાનું યાદ રાખો, અને વાયર ક્રિમિંગ ભાગોને ક્રિમિંગ કરતા પહેલા વાયર બ્રશથી સાફ કરવા જોઈએ.
3. વાયરને બેન્ડિંગ, સ્ટ્રેન્ડિંગ, નુકસાન વગેરે ટાળવા માટે ગોઠવો. વાયરની પૂંછડી રિપેર થઈ ગયા પછી, તેને જોડવા માટે ક્લિંકર ટેપનો ઉપયોગ કરો.
4. ક્રિમિંગ ટૂલમાં ક્રિમિંગ ક્લેમ્પ ટાઇપ ** ક્રિમિંગ ડાઇ મૂકો.
5. વાયરને H-ટાઈપ ક્રિમિંગ ક્લિપના યોગ્ય વાયર હૂકમાં મૂકો, ક્લિપના બાહ્ય વાયરનો 20-30mm છોડી દો અને વાયરને ઢાંકવા માટે H-ટાઈપ ક્રિમિંગ ક્લિપની બંને બાજુએ બાજુના કવરને વાળો.કોપર વાયર ક્રિમિંગ કર્યા પછી એલ્યુમિનિયમ વાયરની નીચે હોય તેની કાળજી લેવી જોઈએ.
6. ક્રિમિંગ ટૂલનો ઉપયોગ કરો, દિશા સંરેખિત કરો અને બહારના બૉક્સ પર ક્રિમિંગ પ્રક્રિયાની સૂચનાઓને કેન્દ્રથી બે બાજુના ક્રમમાં દબાવો, અને ક્રિમિંગના શ્રેષ્ઠ ક્રમ અને ક્રિમિંગ સમયની સંખ્યા અનુસાર ક્રિમિંગ કરો.જો તેને ત્રણ કે તેથી વધુ વખત ક્રિમિંગ કરવાની જરૂર હોય, તો તેને અનુક્રમે મધ્યથી બે છેડા સુધી પૂર્ણ કરવાની જરૂર છે, અને ક્રિમિંગ ક્રમમાં ડાબેથી જમણેથી અંત સુધી કરવામાં આવે છે.
7. ક્રિમિંગ પરિણામોની દૃષ્ટિની તપાસ કરો.
8. ઇન્સ્યુલેશન વાયર ક્રિમ્ડ થયા પછી, તેને હજુ પણ ઇન્સ્યુલેટીંગ ટેપથી આવરી લેવાની જરૂર છે.
એચ-ટાઈપ ક્રિમ્પ ક્લેમ્પ્સ અને પરંપરાગત ક્લેમ્પ્સની સરખામણી:
1. અરજીનો અવકાશ:
ક્રિમ્પેબલ કંડક્ટર: Cu-Al, Al-Al, Cu-Cu.
સમાન વ્યાસ અને વિવિધ વ્યાસના વાયર સાથે ક્રિમ કરી શકાય છે.
વાયર વ્યાસ પ્રમાણિત નથી, તે પણ લાગુ કરી શકાય છે.
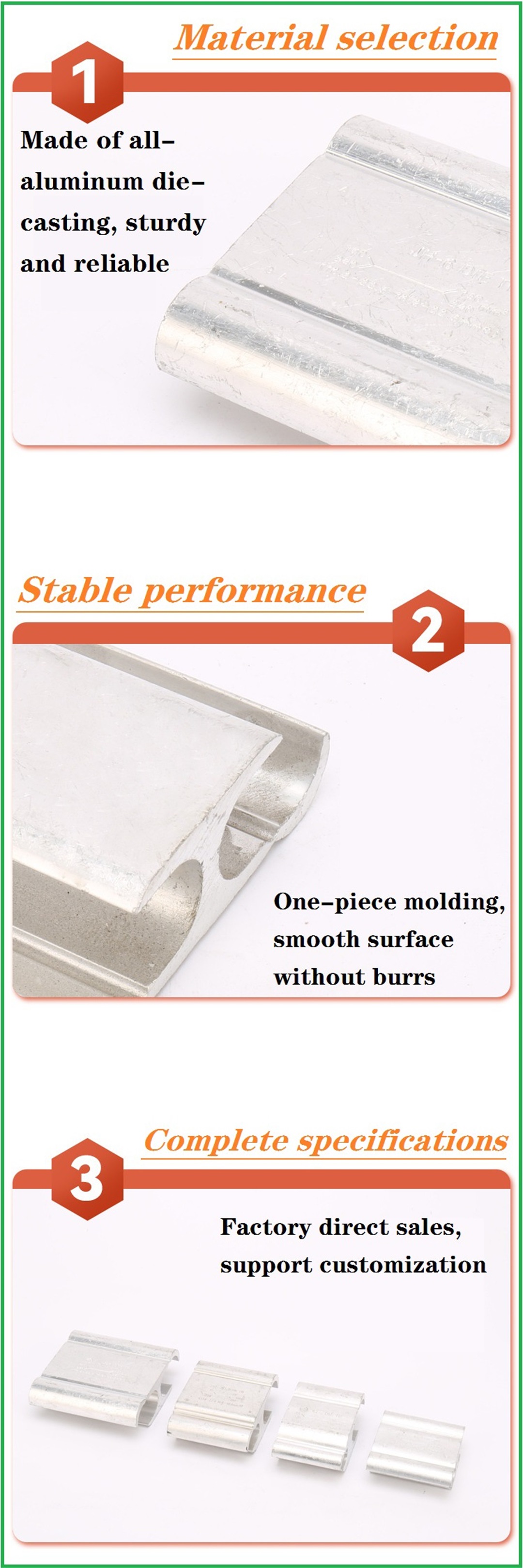
2. સામગ્રી અને માળખાકીય ડિઝાઇન
ઓલ-ઇન-વન મોલ્ડિંગ અને વિવિધ લાઇનોનું વ્યાપક કવરેજ.
સારી વિદ્યુત વાહકતા, સમાન વર્તમાન વિતરણ અને નીચા તાપમાનમાં વધારો.
કાટ લાગવાની કોઈ સમસ્યા નથી.
3. બાંધકામ:
હલકો વજન (સમાંતર ગ્રુવ ક્લેમ્પ્સ માટે H-ટાઈપ ક્લેમ્પ્સનું વજન ગુણોત્તર = 1:8.836).
ઓછા સ્પષ્ટીકરણો, વહન કરવા માટે સરળ, બાંધકામ કર્મચારીઓની શ્રમ તીવ્રતા ઘટાડે છે.
ઓછો બાંધકામ સમય અને અનુકૂળ જીવંત કાર્ય.
બાંધકામ ગુણવત્તા (હાઇડ્રોલિક ક્લેમ્પ).
વિરોધી ઓક્સિડેટીવ રક્ષણાત્મક તેલ લાગુ કરવાની જરૂર નથી.
4. લાભો:
H-ટાઈપ એલ્યુમિનિયમ વાયર ક્લિપ્સને માત્ર 6 સ્પષ્ટીકરણોની જરૂર છે, જે 16 થી 240mm2 સુધીના તમામ એલ્યુમિનિયમ અને કોપર વાયરના ક્રિમિંગ ઉપયોગને પહોંચી વળે છે.
પાવર લાઇનના જોડાણને કારણે થતા પાવર આઉટેજ અકસ્માતોને અટકાવો, અને વીજ પુરવઠાના "નાના પાવર સપ્લાય" ના નુકસાનને ઘટાડે છે.
એપ્લિકેશન સ્પષ્ટીકરણ સરળ છે, અને હાર્ડવેર સામગ્રીની તૈયારી અનુકૂળ છે.
લાઇનમાં પાવર લોસ ઘટાડો.
સંચાલન અને જાળવણી ખર્ચમાં ઘટાડો.
લાંબુ જીવન અને સારી ટકાઉપણું.
ઉત્પાદન વિગતો
ઉત્પાદનો વાસ્તવિક શોટ
પ્રોડક્શન વર્કશોપનો એક ખૂણો


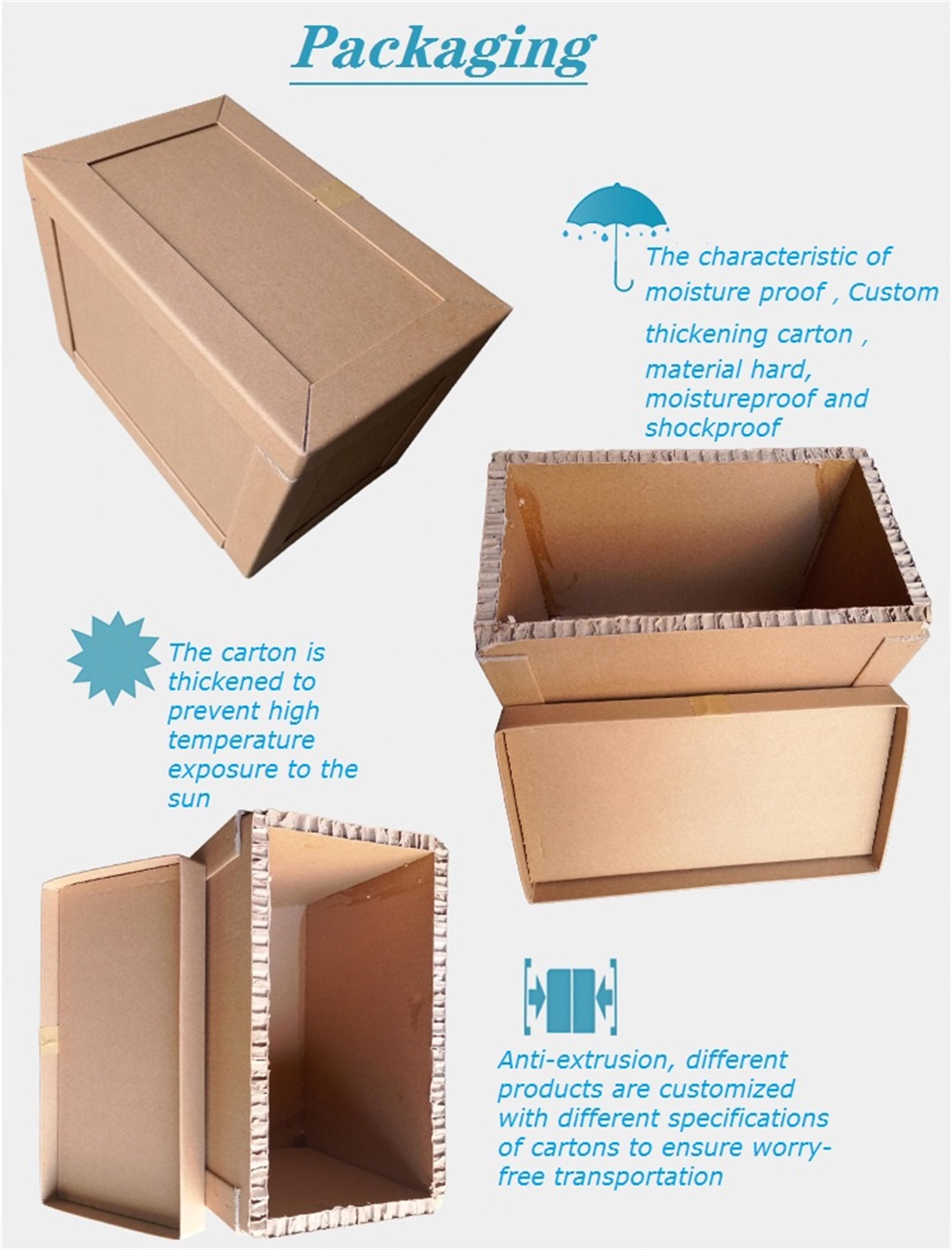
ઉત્પાદન પેકેજિંગ
ઉત્પાદન અરજી કેસ